






憑借更快的處理速度和更高的焊接質量,激光焊接可能將快速占領整個焊接加工工藝領域,你是這樣認為的嗎?然而,答案則是:傳統的焊接工藝仍將繼續統治焊接加工工藝市場。并且,取決于不同的選擇、用法和工序,傳統焊接技術可能永遠不會消失。但是,在現在焊接加工市場中,傳統焊接和激光焊接的利弊將會給市場帶來什么呢?
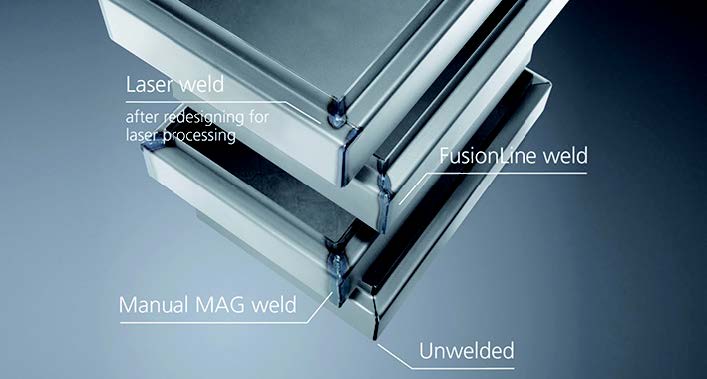
傳統焊接方式仍然會是十分流行的焊接加工方式。廣義上來講,工業上通常使用三種傳統類型焊接,分別是MIG(金屬惰性氣體保護焊接),TIG(鎢極惰性氣體保護焊接)和電阻點焊。在應用電阻點焊時,兩個電極壓制要在它們之間接合的零件,迫使大電流通過該點,使零件材料的電阻產生把零件焊接在一起的熱量,電阻點焊是汽車行業,尤其是在白車身焊接上的主流手段。而激光焊接在傳統焊接方面的機會也在于此,其最大市場為作為電阻點焊的代替,應用于白車身焊接上。Trumpf的FusionLine具有激光輔助的焊絲,可將更多物質引入焊縫,彌合最大1毫米寬的間隙。
市場熱衷于MIG(金屬惰性氣體保護焊接)
為什么MIG長久以來始終占據市場?因為,連續送絲損耗是非常大的,因此,MIG在焊接過程中增加了材料并增強了焊縫,使其非常適合(零件垂直的)角焊。雖然,自生激光可將兩種母體材料融合在一起,讓激光也可以進行角焊,但是使用激光焊接的零件和其他零件相比,精度和精密度必須嚴格一個數量級。
在圓角上進行MIG焊接時,公差至少為線徑的正負一半,通常需要預留更大范圍供其選擇。同樣MIG可應用于其他類型的焊接工藝窗口要比激光大很多。換句話說,使用MIG焊接,零件不必像自發激光焊接那樣精確,固定裝置也不必確保幾乎完美的配合。
MIG焊接也更易于自動化應用,只需控制行進速度,電壓,安培數,割炬角度和工作角度,此外,就算精度只有激光焊接的一半,MIG焊接仍然能得到良好的焊接效果。與之相比,自動化激光焊接需要其使用的機器人具有出色的路徑精度和可重復性,并且需要控制焊接過程中的可能產生的更多因素。TIG(鎢極惰性氣體保護焊接)在這方面是相似的。
這并不是意味著自MIG自動化焊接非常容易,是任何人都可以做到的。MIG焊接也仍然需要專家來進行編程和診斷問題。
經過多年的經驗和科學證據,傳統焊接已廣為人知。我們知道如何來預測焊接結果,從而交付焊接結構所需的接頭。盡管對行業來說,我們擔心的一個真正的問題是由于人口老齡化及生育率下降帶來的熟練工人的短缺,但是現在行業中仍然存在著大量經驗豐富的焊工,技術人員和工程師,他們都對傳統工藝的管理非常熟悉。對于大多數產品來說,MIG焊接是一種簡單,廉價的解決方案,且能夠提供不錯的效果。
即使MIG焊接系統和TIG焊接系統的前期成本通常低于激光焊接系統,然而,激光器的成本一直在下降,并可見性地將持續下降。因為激光器的成本大約是激光焊接系統成本的三分之一至一半,所以根據其焊接能力而定的成本將每年下降10-15%。
然而激光加工頭比傳統的加工頭更昂貴,用于激光傳輸光纖也十分昂貴,維護激光光學元件更是不在話下。例如,激光光學元件用必須“不透光”,和4''(101.6毫米)厚的壁才可以承受10分鐘的直接照射而不會燒穿。(激光不會聚焦在4''[101.6毫米]厚的深度上。)而TIG和MIG系統可以用允許有差距便宜的金屬板屏蔽。
另一方面,如我們將看到的那樣,當考慮到吞吐量和單件成本的差異時,激光加工則通常會獲勝。對于TIG焊接來說尤其如此,因為TIG焊接的過程非常緩慢,且需要很高的技術操作水平,因此使用起來非常昂貴。出于這個原因,TIG焊接在很大程度上局限于工業食品設備、電器,以及一些精密組件的制造上。但是,如果需要大量生產這些零件時,激光系統上的投資回報率則會“壓倒一切”TIG焊接,因此在需要大量加工的情況下,激光焊接可以代替。
來自位于美國伊利諾伊州霍夫曼莊園的通快集團分公司的激光焊接產品經理MasoudHarooni表示,即使使用TIG焊接,也無法為食品加工和其他對外觀有至關重要的要求的應用提供令人滿意的表面,而激光焊接的表現則令人滿意。此外,焊縫可見的激光焊接速度則比TIG焊接要快兩到三倍。如果您在冰箱或類似零件上看到一個漂亮的表面,則說明它是被后續研磨加工過或采用激光焊接方式加工。
推進采用激光焊接的趨勢
當下,美國制造業的選擇趨于保守,所以如果沒有特定問題要解決,則選擇成本最低,功能最強大,最基礎的解決方案。因此,人們只有在MIG焊接不起作用或嫌棄TIG焊接太慢時才會將目光投向激光焊接。而批量TIG焊接要么已經轉移到國外,要么已被激光替代。那么,激光焊接對MIG焊接的挑戰在哪里呢?
焊接冶金或結構損壞是一個主要的問題,這可能是由MIG焊接時間相對較長,且過程中廣泛的傳遞到零件中的熱量以及較長的冷卻周期造成的。相反,因為激光可以用極小的光束傳輸熱能,并僅熔化局部區域,總熱量輸入比MIG要少得多,而且零件冷卻非常快,從而將變形和焊接冶金影響降至最低。
通快美國激光焊接產品經理Harooni提供了一個有用的類比:“想象將一瓶水放在沙灘上,與針相比,如果你在瓶子上放5磅重量,瓶子并不會插進沙子里,然而即使您只在針上放幾盎司,針也會插進沙子里。在這里,您應用的重量是熱量,瓶子是MIG焊接,針則是激光焊接。”
與MIG焊接相比,激光將熱量傳輸減少了大約85%,焊縫中的殘余應力與熱量輸入成正比。投入的熱量越多,則產生的殘余應力就越大。這意味著屈曲,變形和收縮,以及當您將該零件制成零件并將其裝配到結構或車輛中時所有這些會導致噩夢的問題。
零件越大,單個殘余應力變得越小,則宏觀變形會變得非常昂貴,以后很難修復。這是試圖“輕量化”其產品的客戶的主要考慮因素。此外,一些合金在加熱時會偏析或改變性能,或者晶粒結構以不希望的方式生長。在許多此類材料中,如果先熔化然后冷卻焊縫,則晶粒結構和微觀結構會有所不同。
“最新一代的高強度鋼”通過復雜的熱處理工藝獲得了很多優勢。但當您在較低的冷卻速率下熔化并固化它們時(例如在MIG焊接中),所有他們的優點則都會消失。而激光則可以幫助維持材料的母體強度。”
另一個例子,出于浮陰極問題,因為電弧不穩定,所以MIG焊接鈦很困難。因此,激光焊接鈦是一個完美的選擇。對于6000系列鋁,問題則是在于熱裂紋。熱裂紋是硅化鎂遷移到晶界的現象,因此如果可以在硅化鎂遷移之前加熱,熔化和冷卻材料,則可以創建無裂紋的焊縫。激光可以通過最新的掃描技術來做到這一點,在這種技術中,可以使用反射鏡來回移動光束。
激光焊接的驚人效率
大多數激光應用都是在難焊接的材料中進行的。激光焊接的憑借其超高效率,使多數鈑金項目也正在轉向激光。效率具體有多快呢?Harooni講到,MIG焊接通常以每分鐘20-30英寸(508-762毫米)的速度進行,最多為每分鐘40英寸(1,016毫米),而激光可以以每分鐘近200英寸(508厘米)的速度焊接,因此僅連接過程就已經快得多。此外,使用激光焊接也大大減少了后處理。如果焊縫外觀對您非常重要的話,MIG焊接會導致較長的磨削周期,而激光焊接則可以幫您省略此時間成本。
Harooni補充說,“這就是為什么許多企業即使考慮到激光焊接會有較高初始投資,也會選擇投資激光焊接的原因。”Harooni敘述了最近的項目中,通快將焊接大門的周期從10小時縮短到35分鐘。另一個客戶在MIG焊接鋁制電氣外殼時遇到困難。在MIG焊接過程中,氣孔是一個經常出現的問題,且總流程時間為四個小時。Harooni表示,通快則通過激光焊接將時間縮短到18分鐘。
此外,激光穿透材料的能力使其與傳統焊接相比的優勢倍增。因為激光不僅比MIG焊接快三到十倍(跟TIG焊接比還要更快),所以它可以焊接需要使用MIG焊接或TIG焊接進行多次焊接相對較厚的接頭。傳統技術還需要在走刀之間進行清理和打磨,從而進一步增加了整個加工時間。激光最多可以進行半英寸的單道焊,然而MIG焊接則需要約五道焊的位置,而且還具體取決于您使用的處理器。在半英寸以上的位置,激光焊接需要事先在邊緣切割或打磨斜角,但比MIG焊接所需的整個接頭斜角小得多。
因此,對于半英寸厚的材料,僅在焊接速度方面,激光焊接將比MIG快15-50倍,考慮到MIG所需的額外后處理時間之后,激光焊接的速度則甚至更快。
當然,以如此高的生產率,您需要進行大量的焊接工作才能為激光系統供料并最大程度地提高投資回報率。例如,激光通常可以在平板焊接上產生多達三到五個亞弧焊接系統。如果要為五個子弧系統供料,您需要進行大量工作。
新舊科技結合
由于自動激光焊接需要在要連接的零件之間緊密配合,因此在許多情況下,接頭位置最好重新設計,從而向激光器提供重疊的表面(以利用其穿透能力)。更多的制造商愿意投資于更好的上游工藝和元件,來促進激光的產生更高產量。
但是對于那些抵制這種變化的人,或者在不可避免的情況下所存在技術隔閡的情況,將激光和送絲技術與其他新技術相結合的混合系統,則擴大了激光的適用性。例如:擺動激光點就是一個簡單的結合技術(可解決前面已提到解決熱裂紋問題)。這個技術不算新潮,但近來變得更加實惠。將1.2毫米直徑的點高速在3毫米區域內來回移動,能有效地捕獲更大的區域,并且進行良好的焊接。
此外,混合動力焊接系統將MIG焊接工藝和激光束結合在一起。由于激光束穩定了電弧,因此工藝之間也具有協同作用。

通快的FusionLine被Harooni形容為“一種輔助金屬絲加工工藝的激光焊接,可將更多物質引入縫隙中”,可以彌合寬度達1毫米的縫隙。
對于位于伊薩ESAB公司而言,他們開發了自適應焊接技術,該技術可感應零件狀況并更改工藝參數以適應它們。該系統在零件上涂上激光條紋,使用攝像頭,然后從視差角度對其進行觀察,以觀察接頭的形狀,大約在加工之前20-40毫米。使用激光相干成像測量激光切割的金屬鑰匙孔,并將這些信息用作質量度量或閉環控制過程。
當焊頭在零件中加工時,該系統會自動調整激光穿透力,激光功率,金屬氣體電弧參數,送絲速度,電壓,氣體流量和行進速度。該目標是因美國海軍的要求而推動的,目的是將低熱量輸入的激光焊接的好處給到“常規準備的零件”(即未加工成對標準激光焊接有嚴格公差的零件)。與穩態控制相比,這將混合焊接的工藝窗口擴大了五倍。
激光焊接對于許多用戶而言仍然相對較新,Harooni強調通快從一開始就致力于培訓和支持新用戶,讓用戶能夠了解安裝可進行離線編程的系統的好處。通快提供的另一款產品:TeachLine,是一種基于攝像頭的新型傳感系統,可檢測待焊縫的位置。“客戶不想通過中斷生產來對新零件進行編程或更改原有編程的話,可以使用離線編程來上傳新零件,并對其進行編程之后再帶到原有單元設置中。使用TeachLine,客戶不需要再進行調整。TeachLine可以將觀察到零件并同時離線調整您制作的程序。離線編程和TeachLine的結合可幫助我們的客戶快速進行生產變更。”
同時,ESAB也在努力使設備能夠評估其生產的焊縫質量,并盡可能地防止自身造成缺陷或不連續。通過這些技術的聯合,最終,傳統焊接也得到了改進,然而激光焊接的旅程也是剛剛迎來光明的起點。
傳統焊接和激光焊接還能夠在未來碰撞出什么樣的火花,還需要產業工程師們的共同努力,并等待市場的進一步驗證。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

