






鋁合金是工業中應用最廣泛的一類有色金屬結構材料,在航空、航天、汽車、機械制造、船舶及化學工業中大量應用。本文旨在通過鋁合金的激光焊相關標準入手,說明鋁合金激光焊相關工藝規程的建立過程……
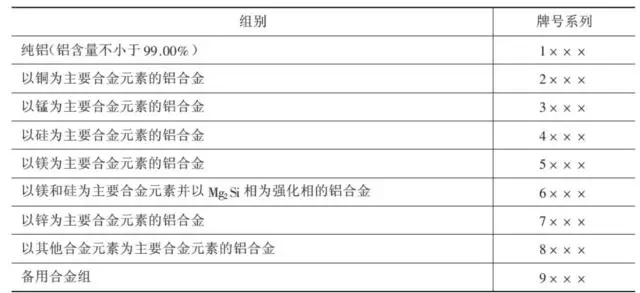
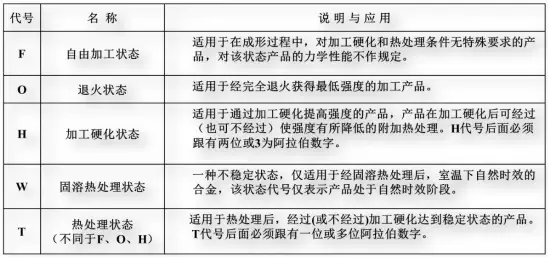
表2 鋁合金的基礎狀態
鋁合金焊接特性:
1)容易氧化,焊接時需要隔離空氣;
2)熱導率和比熱容大,需要選用能量集中的焊接方法;
3)熱裂紋傾向大,線膨脹系數大,凝固時體積收縮快,容易產生熱裂紋;
4)容易產生氣孔,主要是氫氣孔,包括冶金氣孔,工藝氣孔;
5)接頭軟化,受低熔共晶組織影響,HAZ區接頭軟化、強度下降;
6)鋁對光,熱的反射高,吸收低;
7)鋁合金中合金元素易蒸發、燒損、使焊縫性能下降。
鋁合金焊絲選擇原則:
1)純鋁焊絲的純度一般不低于母材 ;
2)鋁合金焊絲的化學成分一般與母材的相應或相近 ;
3)鋁合金焊絲中的耐蝕元素(鎂、錳、硅等) 的含量一般不低于母材的 ;
4)異種鋁材焊接時應按耐蝕較高、強度高的母材選擇焊絲。
2、汽車輕量化發展鋁合金的需求
隨著汽車的越來越普及,汽車數量的增長帶來了能源消耗和尾氣污染等一系列問題越來越嚴峻。節能、環保、安全是促進車身材料技術進步的主動力,輕量化的措施主要有以下兩條:
1)優化汽車車身框架結構;
2)用高強度輕質材料代替傳統的鋼鐵材料。
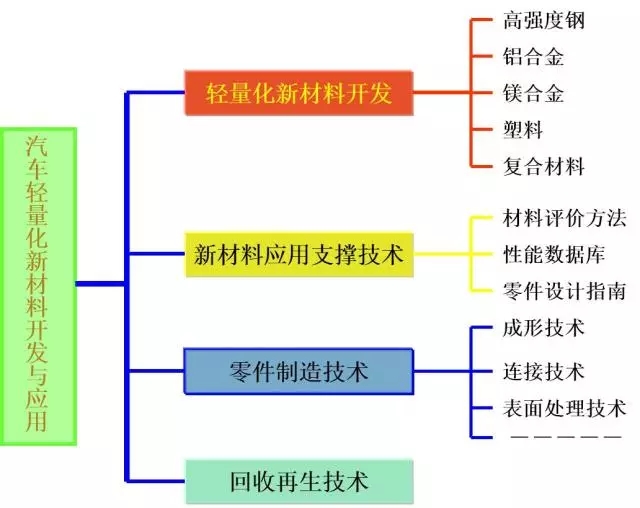
另外,也有認為可以采用多種材料以實現輕量化,見圖1
汽車車身約占汽車總重的30%,而在汽車內外板上用鋁合金來代替傳統鋼板就可使白車身減重約40%~50%,進而使整車減重10%左右。

(a)T4(p)狀態下
屈服強度:90~140MPa
抗拉強度:220~285MPa
延伸率(總):≥20%
n值:≥0.27(拉伸應變硬化指數)
r值: ≥0.65(0°)(塑性應變比)
≥0.40(45°)
≥0.55(90°)
(b)預變形2%+烘烤后屈服強度:160~260MPa
3、鋁合金激光焊相關標準說明
關于激光焊接鋁合金的相關研究,已經有相當多的著作和論文說明。包括正確焊接的工藝,相關角度,絲光間距,保護氣,填充焊絲,相關工藝參數等以及焊前清理,焊后熱處理等,并從小孔成形機理和化學冶金機理、熱循環理論解釋如何防止氣孔,熱裂紋,接頭軟化等問題。本文旨在通過鋁合金的激光焊相關標準入手,說明鋁合金激光焊相關工藝規程的建立過程。
相關標準如下:
1、ISO 3834-2-2008金屬材料熔化焊的質量要求
第2部分:完整質量要求焊接完整質量要求,包括焊接設備、焊接材料、焊縫質量及合格要求、人員資質、工藝評定方法,試驗及檢驗,以及焊后處理等工藝細節完整要求。
2、ISO 14732-1998 焊接人員.金屬材料的完全機械化焊接和自動焊接的熔焊工和阻焊工的認可試驗
激光焊有關焊工及焊接操作工的要求
3、ISO 14731 焊接管理——任務及職責
激光焊的焊接管理工作任務和職責說明
4、ISO 15614-11 金屬材料焊接工藝規程及評定——焊接工藝評定試驗——第十一部分:電子束及激光焊接
激光焊的焊接工藝規程及評定要求,用于新工藝的驗證。
5、ISO 13919-2-2001+A1-2003 焊接電子束和激光焊接頭缺陷的質量分級指南 第2部分
激光焊接頭缺陷的質量分級,包括氣孔的大小、分布、密集度以及咬邊、余高、錯邊、飛濺等缺陷的具體描述和評定等級。
6、ISO 15609-4-2004金屬焊接工藝的規范和驗收 焊接工藝規范 第4部分:激光束焊
被驗證合格的激光焊接工藝試驗,相關規范具體描述。
7、GBT 3880.2-2012 一般工業用鋁及鋁合金板、帶材 第2部分:力學性能
鋁合金的分類以及每種鋁合金相關力學性能參數,方便查找各狀態下的力學性能值。
8、ISO 17637焊縫的無損檢驗——熔化焊接頭外觀檢驗
焊縫的無損檢驗——熔化焊接頭外觀檢驗
9、ISO 17636焊縫的無損檢驗.熔焊接頭的放射檢驗
熔焊接頭的放射檢驗,可用于檢查鋁合金焊縫的氣孔數量、位置、尺寸、密度等。
10、ISO 17640-2010 焊縫的無損檢驗 超聲波檢測
焊縫的超聲波檢測,可用于檢測缺陷的位置、數量、尺寸等。
11、GB/T 3246-2012 變形鋁及鋁合金制品組織檢驗方法
鋁合金金相制作方法,分為第一部分:顯微組織檢驗方法和第二部分:低倍組織檢驗方法。講述腐蝕試劑的制備、試樣的取樣、打磨、腐蝕、組織檢驗、晶料測量。
12、ISO 17662-2005 焊接用設備的校正、驗證和確認(包括輔助活動)
焊接用設備的校正、輔助設備、夾具、工具精度的確認等。
13、ISO 14532-3-2004 焊接消耗品.試驗方法和質量要求.鋁合金焊接用焊絲電極、焊
絲和焊棒的合格評定 焊接消耗品,焊材、保護氣、氣瓶、減壓器等設施的合格標準。
14、ISO/TR 17663焊接——與焊接及相關工藝有關的熱處理質量要求指南
用于鋁合金焊前狀態的檢查或焊后熱處理標準。
15、GB/T 2652-2010焊縫及熔敷金屬拉伸試驗方法
用于分析鋁合金焊縫力學性能,測量鋁合金力學性能的取樣標準及拉伸試驗方法。
16、ISO TR 15608-2005焊接 金屬材料分類體系指南
金屬材料的分類體系,在歐洲標準中,材料代碼說明,鋁合金對應于門類2,21為純鋁,22.1為AL-Mn,22.2、22.3、22.4為AL-Mg,23.1為AL-Mg-Si,23.2為AL-Zn-Mg,24.1為AL-Si,24.2為AL-Si-Mn,25為AL-Si-Cu,26為Al-Cu。
17、ISO-2553 焊接、釬焊的圖紙標識意義 說明在完成焊接工藝評定中的圖紙標識等。
18、GB/T 22639-2008 鋁合金加工產品的剝落腐蝕試驗方法
通過全浸試驗,用直觀檢測或金相觀察的方法評價材料對剝落腐蝕的敏感性。
1、鋁合金分類
鋁合金密度低,比強度高,接近或超過優質鋼,塑性好,可加工成各種型材,具有優良的導電性、導熱性和抗蝕性。
根據合金元素和加工工藝特性,可將鋁合金分為變形鋁合金和鑄造鋁合金兩大類,鑄造鋁合金塑性差,但流動性好,適宜于鑄造。變形鋁合金可通過冷變形和熱處理,使強度進一步提高。變形鋁合金又可分為熱處理強化型和非熱處理強化型。3XXX系和5XXX系屬于非熱處理強化鋁合金,2XXX、4XXX、6XXX、7XXX系屬于熱處理強度鋁合金。 鋁合金主要分為以下1~9類:
鋁合金密度低,比強度高,接近或超過優質鋼,塑性好,可加工成各種型材,具有優良的導電性、導熱性和抗蝕性。
根據合金元素和加工工藝特性,可將鋁合金分為變形鋁合金和鑄造鋁合金兩大類,鑄造鋁合金塑性差,但流動性好,適宜于鑄造。變形鋁合金可通過冷變形和熱處理,使強度進一步提高。變形鋁合金又可分為熱處理強化型和非熱處理強化型。3XXX系和5XXX系屬于非熱處理強化鋁合金,2XXX、4XXX、6XXX、7XXX系屬于熱處理強度鋁合金。 鋁合金主要分為以下1~9類:
表1 鋁合金分類
變形鋁及鋁合金狀態代號命名的基本原則基礎狀態代號用一個英文大寫字母表示;細分狀態代號采用基礎狀態代號后跟一位或多位阿拉伯數字表示。見表2所示。如T4表示固溶處理后自然時效,T41則表示固溶處理后沸水淬火,T411則是固溶處理后空冷至室溫,硬度在O及T6之間,殘余應力低。
表2 鋁合金的基礎狀態
1)容易氧化,焊接時需要隔離空氣;
2)熱導率和比熱容大,需要選用能量集中的焊接方法;
3)熱裂紋傾向大,線膨脹系數大,凝固時體積收縮快,容易產生熱裂紋;
4)容易產生氣孔,主要是氫氣孔,包括冶金氣孔,工藝氣孔;
5)接頭軟化,受低熔共晶組織影響,HAZ區接頭軟化、強度下降;
6)鋁對光,熱的反射高,吸收低;
7)鋁合金中合金元素易蒸發、燒損、使焊縫性能下降。
鋁合金焊絲選擇原則:
1)純鋁焊絲的純度一般不低于母材 ;
2)鋁合金焊絲的化學成分一般與母材的相應或相近 ;
3)鋁合金焊絲中的耐蝕元素(鎂、錳、硅等) 的含量一般不低于母材的 ;
4)異種鋁材焊接時應按耐蝕較高、強度高的母材選擇焊絲。
2、汽車輕量化發展鋁合金的需求
隨著汽車的越來越普及,汽車數量的增長帶來了能源消耗和尾氣污染等一系列問題越來越嚴峻。節能、環保、安全是促進車身材料技術進步的主動力,輕量化的措施主要有以下兩條:
1)優化汽車車身框架結構;
2)用高強度輕質材料代替傳統的鋼鐵材料。
另外,也有認為可以采用多種材料以實現輕量化,見圖1
圖1 汽車輕量化新材料開發與應用
鋁合金板材在汽車車身上的應用汽車車身約占汽車總重的30%,而在汽車內外板上用鋁合金來代替傳統鋼板就可使白車身減重約40%~50%,進而使整車減重10%左右。
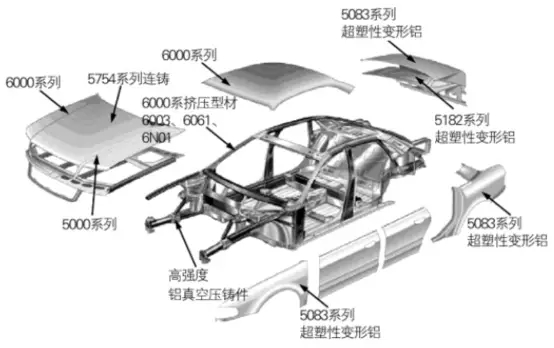
圖2 鋁合金在汽車車身結構中的應用
變形鋁合金適合壓力加工,通過冷變形和熱處理可使其強度進一步提高。可制成板材、管材、棒材以及各種形狀的型材。變形鋁合金主要用于汽車車身結構包括:發動機罩、車頂棚、車門、翼子板、行李箱蓋、地板、車身骨架及覆蓋件。過去用于轎車車身的鋁合金主要有Al-Cu-Mg(2000系)、Al-Mg(5000系)和Al-Mg-Si(6000系)三大系列,見圖2;在美國,95%的油罐車采用鋁合金制造,見圖3,奧迪的鋁合金車身結構見圖4。圖3 美國使用的鋁合金油罐車

 圖4 奧迪鋁合金車身結構
圖4 奧迪鋁合金車身結構
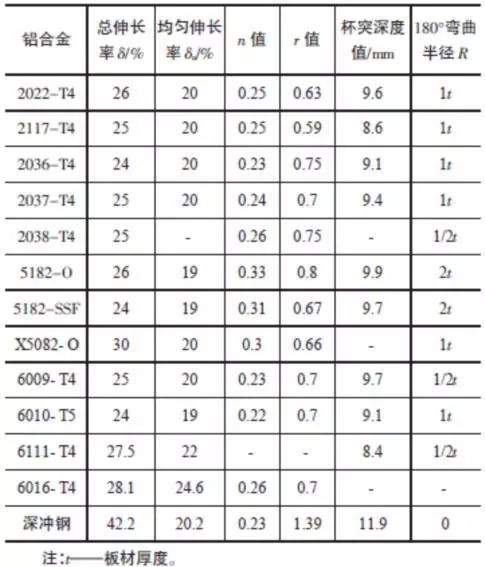
表3 鋁合金和冷軋鋼板力學性能和沖壓成形性能
綜合相關數據(見表3),總結出應用于汽車車身板的成品板材的性能要求:圖4 奧迪鋁合金車身結構表3 鋁合金和冷軋鋼板力學性能和沖壓成形性能
(a)T4(p)狀態下
屈服強度:90~140MPa
抗拉強度:220~285MPa
延伸率(總):≥20%
n值:≥0.27(拉伸應變硬化指數)
r值: ≥0.65(0°)(塑性應變比)
≥0.40(45°)
≥0.55(90°)
(b)預變形2%+烘烤后屈服強度:160~260MPa
3、鋁合金激光焊相關標準說明
關于激光焊接鋁合金的相關研究,已經有相當多的著作和論文說明。包括正確焊接的工藝,相關角度,絲光間距,保護氣,填充焊絲,相關工藝參數等以及焊前清理,焊后熱處理等,并從小孔成形機理和化學冶金機理、熱循環理論解釋如何防止氣孔,熱裂紋,接頭軟化等問題。本文旨在通過鋁合金的激光焊相關標準入手,說明鋁合金激光焊相關工藝規程的建立過程。
相關標準如下:
1、ISO 3834-2-2008金屬材料熔化焊的質量要求
第2部分:完整質量要求焊接完整質量要求,包括焊接設備、焊接材料、焊縫質量及合格要求、人員資質、工藝評定方法,試驗及檢驗,以及焊后處理等工藝細節完整要求。
2、ISO 14732-1998 焊接人員.金屬材料的完全機械化焊接和自動焊接的熔焊工和阻焊工的認可試驗
激光焊有關焊工及焊接操作工的要求
3、ISO 14731 焊接管理——任務及職責
激光焊的焊接管理工作任務和職責說明
4、ISO 15614-11 金屬材料焊接工藝規程及評定——焊接工藝評定試驗——第十一部分:電子束及激光焊接
激光焊的焊接工藝規程及評定要求,用于新工藝的驗證。
5、ISO 13919-2-2001+A1-2003 焊接電子束和激光焊接頭缺陷的質量分級指南 第2部分
激光焊接頭缺陷的質量分級,包括氣孔的大小、分布、密集度以及咬邊、余高、錯邊、飛濺等缺陷的具體描述和評定等級。
6、ISO 15609-4-2004金屬焊接工藝的規范和驗收 焊接工藝規范 第4部分:激光束焊
被驗證合格的激光焊接工藝試驗,相關規范具體描述。
7、GBT 3880.2-2012 一般工業用鋁及鋁合金板、帶材 第2部分:力學性能
鋁合金的分類以及每種鋁合金相關力學性能參數,方便查找各狀態下的力學性能值。
8、ISO 17637焊縫的無損檢驗——熔化焊接頭外觀檢驗
焊縫的無損檢驗——熔化焊接頭外觀檢驗
9、ISO 17636焊縫的無損檢驗.熔焊接頭的放射檢驗
熔焊接頭的放射檢驗,可用于檢查鋁合金焊縫的氣孔數量、位置、尺寸、密度等。
10、ISO 17640-2010 焊縫的無損檢驗 超聲波檢測
焊縫的超聲波檢測,可用于檢測缺陷的位置、數量、尺寸等。
11、GB/T 3246-2012 變形鋁及鋁合金制品組織檢驗方法
鋁合金金相制作方法,分為第一部分:顯微組織檢驗方法和第二部分:低倍組織檢驗方法。講述腐蝕試劑的制備、試樣的取樣、打磨、腐蝕、組織檢驗、晶料測量。
12、ISO 17662-2005 焊接用設備的校正、驗證和確認(包括輔助活動)
焊接用設備的校正、輔助設備、夾具、工具精度的確認等。
13、ISO 14532-3-2004 焊接消耗品.試驗方法和質量要求.鋁合金焊接用焊絲電極、焊
絲和焊棒的合格評定 焊接消耗品,焊材、保護氣、氣瓶、減壓器等設施的合格標準。
14、ISO/TR 17663焊接——與焊接及相關工藝有關的熱處理質量要求指南
用于鋁合金焊前狀態的檢查或焊后熱處理標準。
15、GB/T 2652-2010焊縫及熔敷金屬拉伸試驗方法
用于分析鋁合金焊縫力學性能,測量鋁合金力學性能的取樣標準及拉伸試驗方法。
16、ISO TR 15608-2005焊接 金屬材料分類體系指南
金屬材料的分類體系,在歐洲標準中,材料代碼說明,鋁合金對應于門類2,21為純鋁,22.1為AL-Mn,22.2、22.3、22.4為AL-Mg,23.1為AL-Mg-Si,23.2為AL-Zn-Mg,24.1為AL-Si,24.2為AL-Si-Mn,25為AL-Si-Cu,26為Al-Cu。
17、ISO-2553 焊接、釬焊的圖紙標識意義 說明在完成焊接工藝評定中的圖紙標識等。
18、GB/T 22639-2008 鋁合金加工產品的剝落腐蝕試驗方法
通過全浸試驗,用直觀檢測或金相觀察的方法評價材料對剝落腐蝕的敏感性。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

