






激光加工領域的“三駕馬車”有何不同
都說激光焊接與激光切割、激光打標共同構成激光加工技術的“三駕馬車”,在工業領域得到廣泛應用。
激光焊接與激光切割和激光打標相比,前者的發展時間相對較短,其工藝難度也大于激光切割和激光打標。激光切割和激光打標是利用激光將物質的表面結構或整體結構破壞,而激光焊接是利用激光將物質的結構進行加工熔融并重新構筑。物質構筑相較于簡單的物質結構破壞,對激光器及加工工藝的要求更高。
具體對比如下:

激光焊接與傳統焊接技術有何不同
激光焊接作為一種現代焊接技術,具有熔深深、速度快、變形小、對焊接環境要求不高、功率密度大、不受磁場的影響、不局限于導電材料、不需要真空的工作條件并且焊接過程中不產生X射線等優勢,被廣泛應用于高端精密制造領域,尤其是新能源汽車及動力電池行業。
激光焊接工藝相較于其他焊接工藝,其焊接效果具有較強的優勢,具體對比如下:
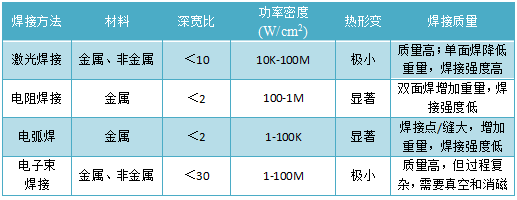
資料來源:Industrial Laser
但相較于其他焊接工藝而言,激光焊接自動化成套設備成本較高;對焊接自動化設備及公建接頭的裝備精度要求高,難以手工操作;對被焊接材料屬性及夾具精度要求高。
激光焊接有哪些方式
根據工作原理的不同,適配不同的加工場景,激光焊接可分為熱傳導焊、深熔焊、復合焊接、激光釬焊和激光傳導焊接五種,具體如下:
資料來源:《The laser as a Tool》
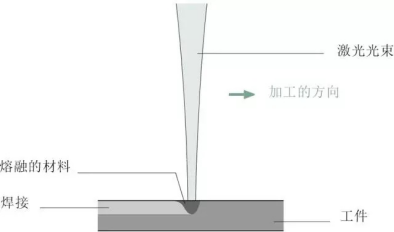
熱傳導焊接中,表面被熔化
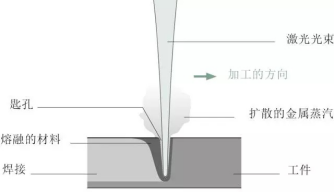
深熔焊產生一個充滿蒸氣的孔,或者叫小孔效應
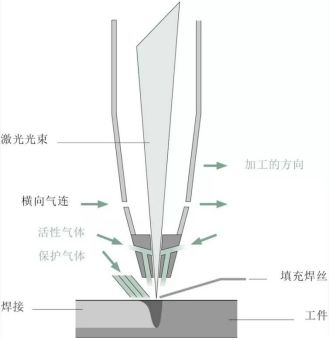
激光釬焊,使用填充焊絲,活躍氣體和保護氣體的激光焊接
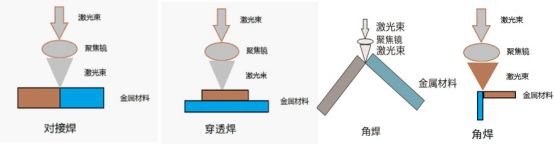
按產品組合方式分類如下圖所示。對接焊要求盡量無縫隙,一般小于0.05 mm。并且越薄的產品要求越嚴格;穿透焊縫隙要求上下層盡量貼合牢固,上層材料越薄,要求貼合越緊。
激光焊接的核心因素
決定激光焊接質量的核心要素是激光器能量控制及焊接工藝技術。
(1)激光器能量控制
由于被焊接的材料對不同波長激光的吸收率不同(可以從5%到50%不等),激光器選擇不同,焊接效果完全不同。為了對焊件輸出統一、穩定的焊接激光束,就需要激光輸出功率具有良好的一致性或者能夠精確控制激光輸出功率,功率過低會導致焊接熔融不足而影響焊接質量,功率過高或上下波動會導致飛濺、氣孔等不良效果。因此,激光器能量的控制就成為激光焊接最為關鍵的技術之一。
(2)焊接工藝技術
激光與物質的作用過程較為復雜,激光焊接效果與激光波長、功率密度大小、焊接時間、焊接頭角度、焦點距離、焊件對激光的吸收率及清潔程度、焊件的厚度及導熱性能、保護氣體類型及流量等數十種因素有關。因此,激光焊接工藝技術也是影響焊接質量關鍵的因素之一,需要激光焊接工藝技術人員不斷摸索總結,長時間實驗積累才能夠獲得良好的焊接效果。
參考來源:Industrial Laser、《The laser as a Tool》、聯贏激光招股說明書、知乎
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

