






近年來(lái)激光技術(shù)飛速發(fā)展,涌 現(xiàn)出可與機(jī)器人柔性耦合的光纖傳輸?shù)母吖β使I(yè)激光 器。先進(jìn)制造領(lǐng)域在智能化、自動(dòng)化 和信息化技術(shù)方面的不斷進(jìn)步促進(jìn)了機(jī)器人技術(shù)與激光技術(shù)的結(jié)合 [1],光纖 激光器與工業(yè)機(jī)器人結(jié)合組成三維柔性加工系統(tǒng)成為近些年來(lái)研究的熱點(diǎn), 相關(guān)設(shè)備已經(jīng)在汽車(chē)制造、冶金、材 料加工等行業(yè)得到應(yīng)用 [2]。目前的三維空間鈑金件的切割大多采用工業(yè)機(jī)器人作為切割機(jī)的方式,采用六自由度工業(yè)機(jī)器人的空間運(yùn)動(dòng)方式來(lái)完成對(duì)空間圖形材料的處理;其缺點(diǎn)就是采用手動(dòng)示教編程方式,這種模式針對(duì)固定零件外形的切割適用,針對(duì)種類(lèi) 多、數(shù)量少、個(gè)性定制外形的切割加工則需要頻繁切換夾具和示教編程, 非常耗時(shí)、效率低下。另外,相比傳統(tǒng)激光柔性加工系統(tǒng)的控制方法,激光器的控制采用西門(mén)子 S7-300PLC 作 為控制終端,機(jī)器人采取串口通訊方 式 [3],控制硬件造價(jià)昂貴。本文采用 KUKA 機(jī)器人作為主站的控制方式來(lái) 作為激光切割應(yīng)用的系統(tǒng)集成,利用 RobotMaster 軟件強(qiáng)大三維圖形的處理能力,機(jī)器人采用離線編程的方式, 這樣有效的解決了以上問(wèn)題,提高了生產(chǎn)效率,且更安全,對(duì)于三維異形鈑金件的切割更為方便智能。

1. 基于 KUKA 機(jī)器人作主站的激 光切割系統(tǒng)設(shè)計(jì)
◆ 1.1 基于 KUKA 機(jī)器人作主站的激光切割系統(tǒng)的硬件設(shè)計(jì)
基于 KUKA 機(jī)器人作主站的激光 切割系統(tǒng)的關(guān)鍵點(diǎn)是激光器的控制。 在 KUKA 原來(lái) KR16-2 本體和原裝的 KRC4 控制柜的裸機(jī)系統(tǒng)中,并沒(méi)有配 置好與激光器所需要的控制信號(hào),由 于 KRC4 機(jī)柜采用的是 Beckhoff 主機(jī), 所以可以通過(guò) Ethe CAT 總線擴(kuò)展出來(lái) 對(duì)應(yīng)模塊來(lái)滿足對(duì)激光器的開(kāi)關(guān)控制、 激光焦距隨動(dòng)控制系統(tǒng)、自動(dòng)調(diào)焦系 統(tǒng)和切割氣壓的控制要求。由于 IPG YLR-500-MMWC 光纖激光器需要提供 PWM 信號(hào)、模擬量信號(hào)、數(shù)字量信號(hào), 所以可以通過(guò) Beckhoff 的總線耦合器 EK1100,擴(kuò)展 EL2502 模塊(2 路 PWM 輸出)、EL4004 模塊(4 路模擬量輸 出)、EL1809 模塊(16 路數(shù)字量輸入) 和 EL2809 模塊(16 路數(shù)字量輸出)。
◆ 1.2 基于 KUKA 機(jī)器人作主站的激光切割系統(tǒng)的軟件設(shè)計(jì)
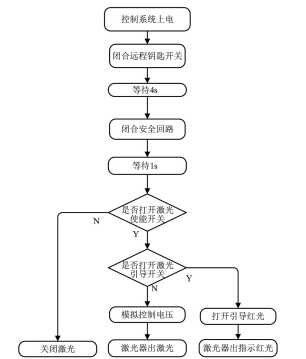
KUKA 機(jī)器人作為激光切割應(yīng)用 的程序結(jié)構(gòu)分為 3 大塊,包括激光器控制子程序、自動(dòng)調(diào)焦子程序、隨動(dòng)控制子程序。本文省略 自動(dòng)調(diào)焦子程序和隨動(dòng)控制子程序的流程圖。IPG 激光器的 控制子程序流程圖如圖 1 所示。
2. 基于 KUKA 機(jī)器人作主站的激光切割系統(tǒng)的控制原理
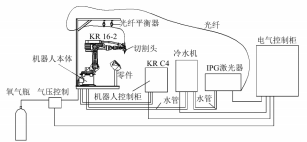
機(jī)器人系統(tǒng)不同于常用的工控機(jī),不能對(duì)整個(gè)控制程序進(jìn)行實(shí)時(shí)掃描,也沒(méi)有一般數(shù)控系統(tǒng)具備的前瞻 (Look-Ahead)功能;當(dāng)遭遇外部環(huán)境變化或者與外圍設(shè)備發(fā)生干涉碰撞時(shí),機(jī)器人系統(tǒng)并不能夠自動(dòng)識(shí)別而立即 停止工作,這是由于機(jī)器人系統(tǒng)只能對(duì)其程序語(yǔ)言進(jìn)行逐行掃描所致 [4]。基于 KUKA 機(jī)器人作為主站的激光切割系 統(tǒng)控制原理圖如圖 2 所示,主要由以下 4 部分技術(shù)構(gòu)成:
1) 采用六自由度工業(yè)機(jī)器人作為三維立體空間的運(yùn)動(dòng)機(jī) 構(gòu);
2) 激光切割頭搭配升降機(jī)構(gòu),采用非接觸式電容傳感器 自動(dòng)檢測(cè)激光噴嘴與被加工件之間的工作間隙,實(shí)現(xiàn)焦點(diǎn)位 置自適應(yīng)位置閉環(huán)控制,實(shí)時(shí)控制激光焦點(diǎn)在被加工零件的 位置,從而達(dá)到高質(zhì)量、穩(wěn)定的切割加工效果;
3) 采用平衡器防止機(jī)器人在切割的過(guò)程中拉傷拉斷光 纖;
4) 采用離線編程的方式來(lái)處理被切割加工的零件模型, 提高生產(chǎn)加工效率。
3. 基于 KUKA 機(jī)器人的激光切割路徑仿真與切 割加工
KUKA 機(jī)器人采用離線編程方式的工作方式,在 PC 機(jī) 上利用 RobotMaster 軟件對(duì)三維零件圖形 (STEP、IGS 文件 格式的零件 ) 的仿真處理,生成 KUKA 機(jī)器人能夠識(shí)別和執(zhí)行的加工代碼文件,導(dǎo)入到 KUKA 的 KRC4 控制柜中 ; 設(shè)置好激光工藝參數(shù)和 TOOLbase 坐標(biāo)后即可以按照仿真路徑進(jìn)行激光切割加工。圖 3 和圖 4 分別示例了三維異形件和 球面的切割模擬仿真加工。

4 結(jié)束語(yǔ)
采用 KUKA 機(jī)器人作為主站的三維激光切割系統(tǒng),充 分利用了機(jī)器人的高柔性、低成本和智能化的特點(diǎn);離線編程的應(yīng)用,省時(shí)省力,解決了機(jī)器人控制系統(tǒng)無(wú)法準(zhǔn)確在三 維曲面特別是球面上進(jìn)行人工示教的軌跡切割難題。本切割方法在切割應(yīng)用中使用得比較理想的是燒烤爐、LED 燈具 和安全帽類(lèi)型三維工件的切割加工。
針對(duì)三維異形零件的切割加工應(yīng)用,本文提供的是一種低成本的解決方法;而在需要變位機(jī)的應(yīng)用場(chǎng)合,可以 在本文基于 KUKA 機(jī)器人作為主站的基礎(chǔ)上,增加 1~2 個(gè) 外部軸,通過(guò)對(duì) KUKA 機(jī)器人作進(jìn)一步的系統(tǒng)集成控制來(lái)實(shí)現(xiàn)。
參考文獻(xiàn) :
[1] 馮豐 . 工業(yè)機(jī)器人用于激光切割的研究 [J]. 山東工業(yè)技術(shù), 2016(16):39-40.
[2] 廖健宏,蒙紅云,王紅衛(wèi),等 . 光纖激光精密切割系統(tǒng)的研 制及其應(yīng)用 [J]. 中國(guó)激光,2007,34(1):135-138.
[3] 居正月,吳建國(guó),張永康 . 基于 ABB 機(jī)器人光纖激光加工系統(tǒng)的研究 [J]. 應(yīng)用激光,2010,30(4):295-299.
[4] 胡亮,羅敬文,張永康,等 . 基于高柔性機(jī)器人的光線激光切割系統(tǒng)的研究 [J]. 應(yīng)用激光,2010,30(1):20-22.
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀
























 關(guān)注我們
關(guān)注我們

