






上海工程技術大學材料科學與工程學院與上海市激光智能制造及質量檢測專業技術服務平臺的科研人員綜述報道了鋁/鋼異種材料激光焊接及金屬間化合物控制研究進展。相關論文以“Laser welding of aluminum/steel dissimilar metals and control of intermetallic compounds: a review”為題發表的《The International Journal of Advanced Manufacturing Technology》上。
在汽車輕量化背景下,鋁/鋼異種材料焊接是實現減重目標的有效途徑。由于二者物理化學性質差異顯著,焊接過程中易形成脆性金屬間化合物(IMCs),直接影響接頭力學性能。本文系統綜述了鋁/鋼激光焊接中IMCs的形成機制,重點闡述了通過熱輸入控制和填充材料添加在激光深熔焊與激光熔釬焊中抑制IMCs的最新研究進展。同時探討了激光-電弧復合焊接(LAHW)、激光輔助攪拌摩擦焊(LAFSW)等先進激光焊接技術的應用,歸納了數值模擬技術在鋁/鋼激光焊接研究中的運用,并展望了未來研究方向。
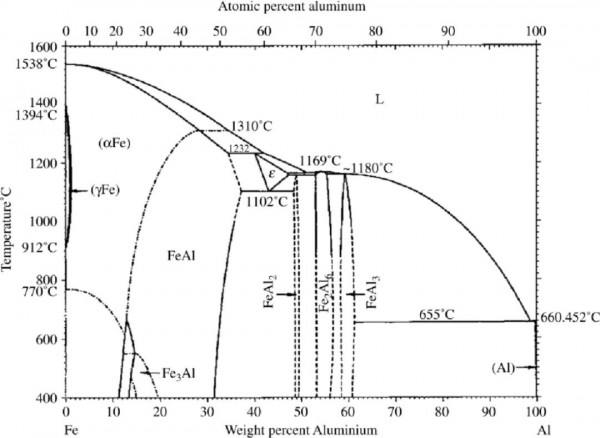
圖1Fe-Al二元相圖
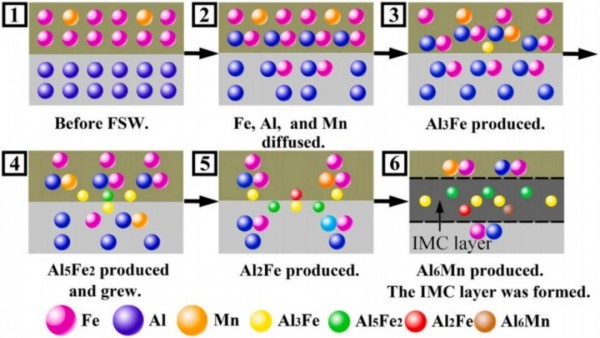
圖2Fe/Al IMCs演化機制
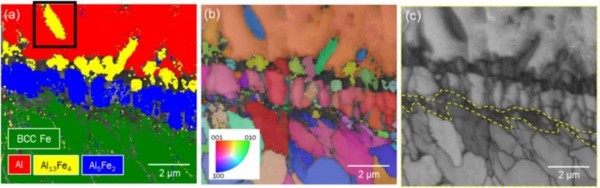
圖3界面中心IMCs的EBSD分析:(a)物相分布;(b)取向成像;(c)能帶對比
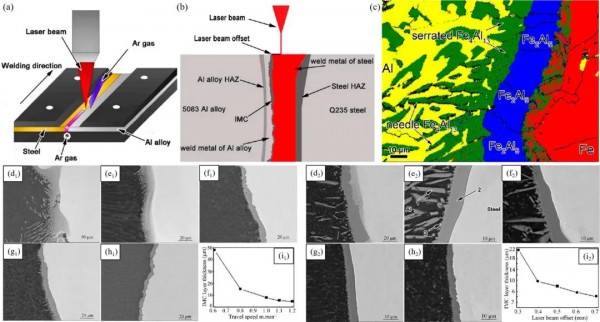
圖4(a)焊接裝置;(b)激光深熔焊原理;(c)激光偏移0.3mm時Al/Fe接頭界面的EBSD相圖;(d1~i1)焊接速度0.6-1.2m/min時對接接頭界面IMC層微觀結構;(d2~i2)激光偏移0.3-0.7mm時界面IMC層演變
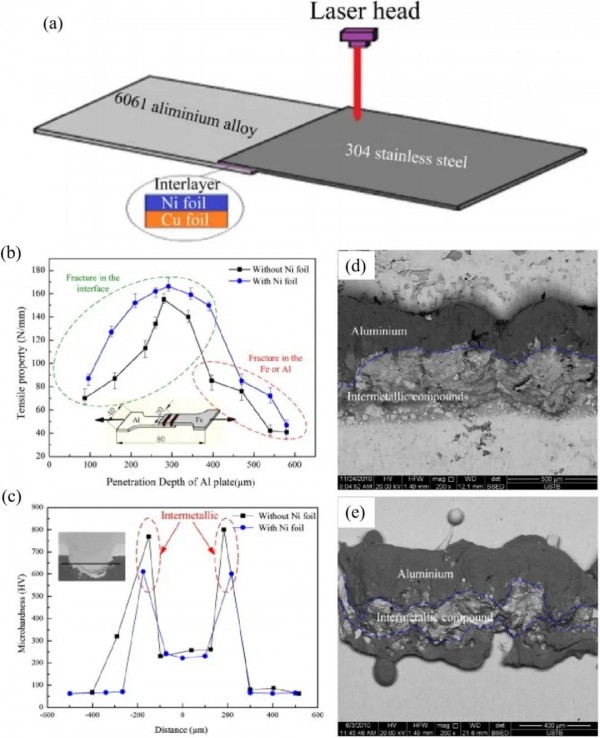
圖5(a)鋁鋼激光焊接示意圖;(b,c)接頭拉伸性能與顯微硬度;(d,e)未添加/添加Ni箔的斷口形貌
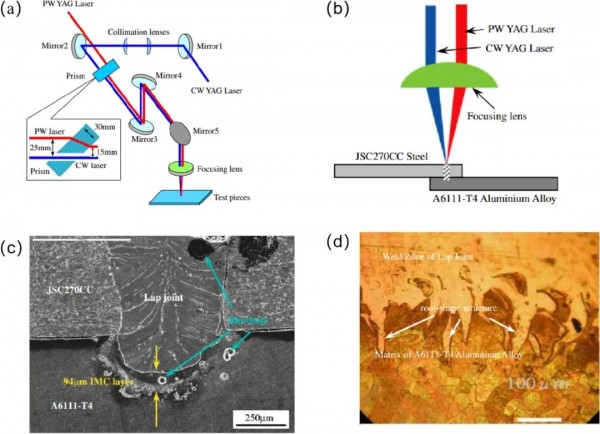
圖6(a)雙光束激光焊接原理;(b)焊接示意圖;(c)單光束激光焊搭接接頭形貌;(d)雙光束焊接接頭形貌
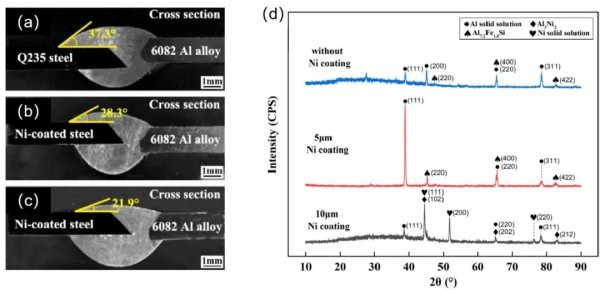
圖7(a)無Ni鍍層焊縫宏觀形貌;(b)5μm Ni鍍層焊縫;(c)10μm Ni鍍層焊縫;(d)接頭XRD分析
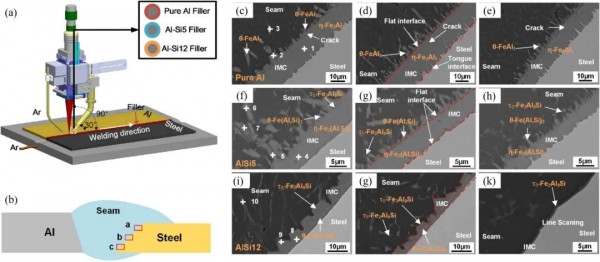
圖8(a)鋁鋼激光熔釬焊示意圖;(b)焊縫-鋼界面觀測區;(c~e)純Al焊絲接頭微觀結構;(f~h)Al5Si焊絲接頭;(i~k)Al12Si焊絲接頭
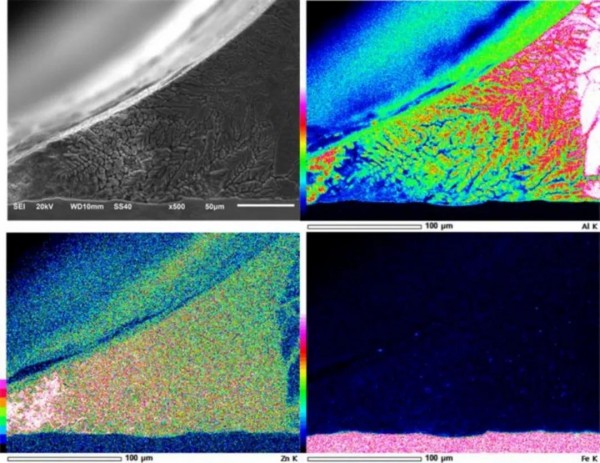
圖9富鋅區微觀組織與元素分布

圖10(a)脈沖激光-電弧復合焊接流程;(b)磁場輔助激光-MIG復合焊實驗裝置
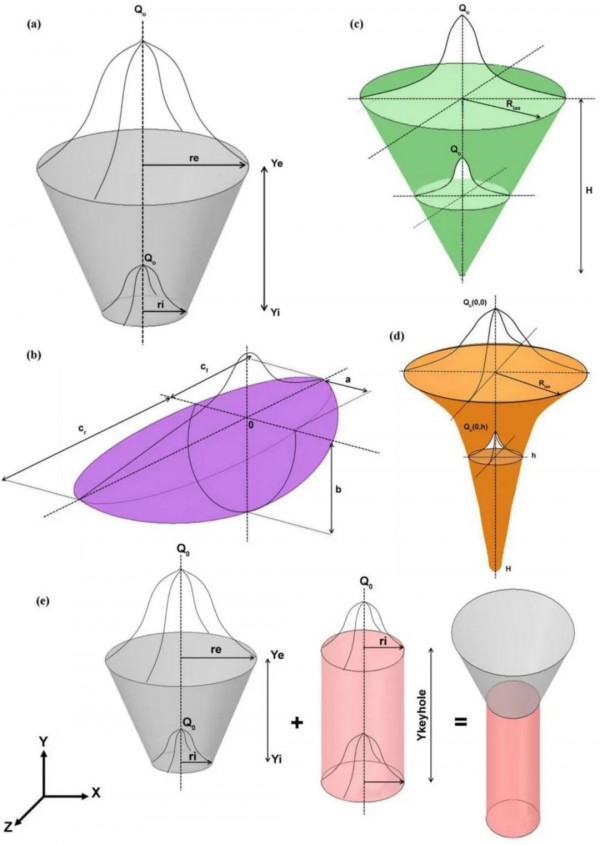
圖11激光焊接熱源模型
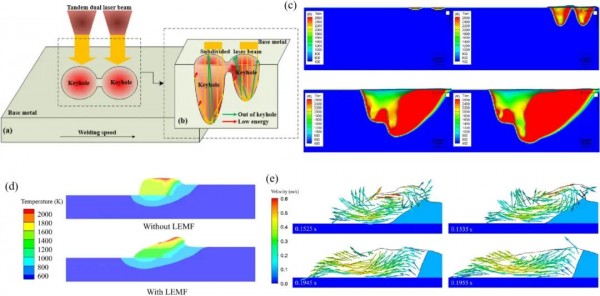
圖12(a,b)雙光束焊接原理;(c)瞬態小孔模型;(d)有無磁場時熔池截面溫度曲線;(e)磁場下熔池流體流速
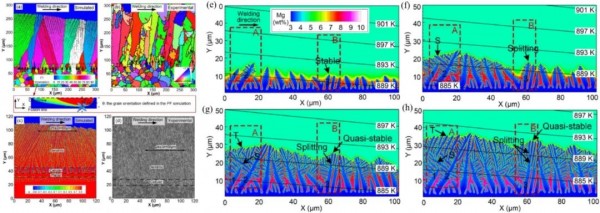
圖13(a~d)晶粒/亞晶結構的模擬與實驗對比;(e~h)胞晶向枝晶的演化過程
鋁/鋼異種材料激光焊接是汽車輕量化設計的關鍵技術,但二者物性差異導致的脆性IMCs會損害接頭性能。現有研究通過兩方面控制IMCs:
1.工藝調控:優化焊接參數降低熱輸入,縮短界面反應時間以調整IMCs厚度、成分與分布特征;
2.合金化設計:添加填充材料參與熔池冶金反應,有效抑制Fe-Al相形成;
盡管上述方法一定程度提升了接頭強韌性,目前仍無法完全消除IMCs。未來研究應聚焦以下方向:
1.高熵合金中間層開發:通過多組元協同效應抑制Fe-Al IMCs,結合高通量實驗篩選最優成分;
2.智能實時調控系統:融合機器學習算法動態調整焊接速度、功率、光斑偏移量等參數,實現IMCs厚度精準控制;
3.原子尺度界面設計:采用分子動力學模擬研究Fe/Al界面原子擴散行為,構建梯度納米結構界面緩解應力集中;
4.超快激光-電弧復合技術:利用飛秒/皮秒激光超短脈沖降低熱輸入,結合電弧深熔優勢實現IMC層精確調控;
5.多尺度仿真分析:宏微觀模擬結合深化接頭形成機制認知,提升缺陷預測能力;
6.工程服役性能研究:開展實際工況下接頭長期性能評估,保障焊接結構安全可靠性。
論文鏈接:
Li, Q., Yang, S., Hu, B. et al. Laser welding of aluminum/steel dissimilar metals and control of intermetallic compounds: a review. Int J Adv Manuf Technol (2025).https://doi.org/10.1007/s00170-025-15425-x
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

