






廣州晉原銘科技有限公司
上一節講到激光3D打印中,晉原銘3D打印設備控制軟件通過規劃激光掃描路徑,規劃路徑需要匹配相應的激光策略才能完成掃描工作,不同材料要有相應的工藝參數包來控制打印過程和提高質量。
在掃描路徑規劃好之后,其中的支撐、填充、輪廓等路徑使用的激光策略成為關鍵。還是以金屬粉末打印為例,激光功率輸出控制直接決定金屬粉末的熔化質量,在受熱熔化的過程熔道會產生的黑煙、渣塵、等離子氣體,會阻擋在激光的掃描路徑,影響熔道質量。故此軟件通過對激光的掃描路徑規劃避免這類影響同時,各種路徑中的激光策略也是關鍵所在。
激光策略的定義:在激光輸出中,所使用的激光參數和振鏡掃描參數組合而成的參數設定。打印中依據常規圖形劃分為:支撐、填充、輪廓三種類型設置掃描策略。當然也可以按照設備開發需求自行設置相應的激光策略。
激光策略設置須嚴格按照振鏡和激光器兩個硬件的性能參數來設置。激光作用在材料上的掃描點簡稱熔池,打標速度和激光功率決定熔池所能吸收的能量,兩者成反比關系。兩個關鍵點:
第一是打印的材料熔點的能量匹配,其次是激光穿透層厚要求的能量匹配。確定相應的能量才能確保熔化質量。

以金屬粉末打印的例子來做說明:
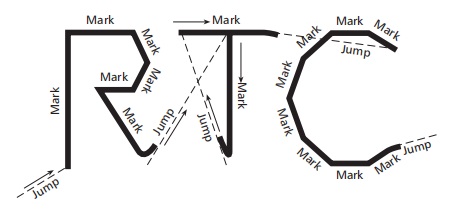
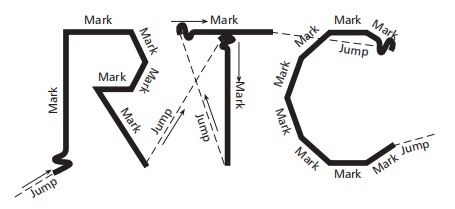
1、支撐激光策略:用來打標支撐的激光策略,“十”字支撐均勻,長短比例與圖形顯示相同為合適。確保激光功率足夠熔化材料,過低會產生鋸齒不夠堅固,過高會頂出鋪過粉的工作面,磨損鋪粉裝置。
2、填充激光策略:用來打標實體的激光策略,打標速度和延時參數與支撐激光策略的一樣,功率輸出比支撐激光功率加大20%左右,確保實體熔道功率足夠熔化材料,過低會藏粉,造成缺陷,過高會頂出鋪過粉的工作面,磨損鋪粉裝置。
3、輪廓激光策略:用來打標輪廓的激光策略,保證掃描表面質量。打標速度約為填充激光策略的50%,適當降低功率。為保證打標線段的搭接質量,對各個延時參數重新調整設置。熔道功率過高層紋明顯,過低則熔化不充分而帶粉掛珠,適當功率可保證表面質量和打印成功。
參數關系和邏輯參照下表:
參數 | 說明 | 示例 |
打標速度mm/s | 激光出光時振鏡的擺動速度 | |
跳筆速度mm/s | 不出光時振鏡到下一個有效線段起點振鏡的擺動速度 | |
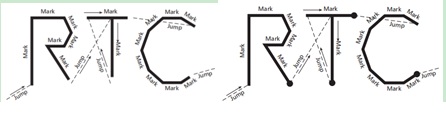
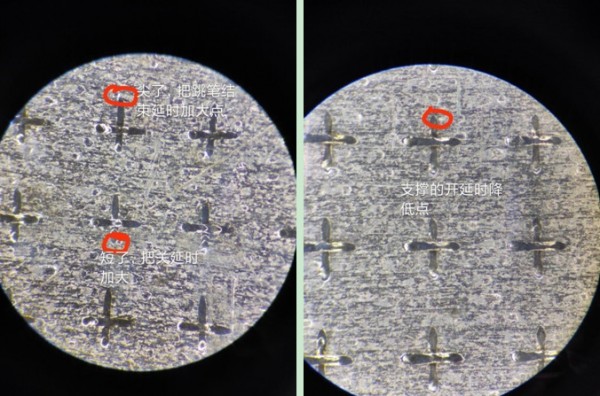
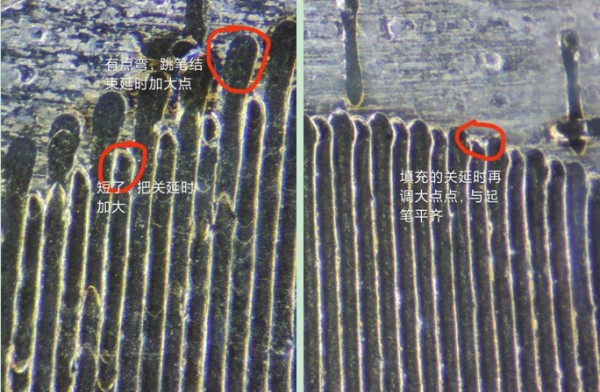
打標結束延時us | 為了補償振鏡擺動的機械動作滯后性,通過此延時增加出光時間補償這個滯后。值太小,線段結尾處會產生抖動,值大對效果沒影響,會增加打印時間。 |
|
跳筆結束延時us | 跳到下一個有效線段起點時,振鏡會產生抖動,此延時消除起點處的振鏡抖動。值太小,線段起始處會產生抖動,值大對效果沒影響,會增加打印時間。 |
|
轉彎延時us | 打印連續線段時,任何相連兩條前后線段連接處存在一個打印方向的改變,通過此延時讓激光在拐彎處的軌跡更精準。值太小,拐彎處會形成圓弧,值太大,拐彎處會產生重點。 |
|
激光開延時us | 由于振鏡啟動時機械動作的滯后性,通過此延時讓振鏡擺動與開始出激光實現同步。值太小,會在線段起點產生重點,值太大,會在線段起點產生短缺。 |
|
激光關延時us | 由于振鏡擺動機械動作的滯后性,通過此延時讓激光關停與振鏡到達目標點實現同步。值太小,會在線段終點產生空缺,值太大,會在線段終點產生重點。 |
|
邊緣水平us | 當激光掃描連續線段時,如果拐彎角度太大,拐角處就會形成重點,設置此值時,在尖角處激光會自動關閉,避免形成重點。不能小于10,關閉值為65500,設定規則:1倍*轉彎延時<邊緣水平<2倍*轉彎延時 | |
最小跳轉長度mm | 最小跳轉長度,當跳轉長度小于此設定值時,跳轉結束延時采用最小跳轉延時,以此來減少打印時間,提高打印效率 | |
最小跳轉延時us | 最小跳轉延時,當跳轉長度小于最小跳轉長度時,跳轉結束延時采用此最小跳轉延時,以此來減少打印時間,提高打印效率 | |
激光頻率KHz | 查看激光器使用用手冊設置 |
示例如下:
激光策略的設定是嚴謹的測試程序,不同激光器和振鏡的匹配會有不同的參數組。確定好激光器和振鏡的組合,可以找到相應的各種延時參數,形成基礎參數組。針對不同材料和打印層厚就相對簡單,通過確定熔點功率就可以找到完整的激光策略,形成工藝參數的基礎。
以上為晉原銘3D打印設備控制軟件工藝參數開發的介紹。廣州晉原銘科技有限公司專注于3D打印設備控制系統軟件技術的開發,聯合華南理工大學增材制造團隊、華南農業大學軟件學院研發團隊雄厚的技術力量,為增材(3D打印)設備生產提供長期無憂技術服務。更多的技術交流聯系晉原銘科技www.jym3d.cn,18688885891。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

