






雷尼紹:將金屬增材制造拓進新領域
工程技術領域的跨國公司雷尼紹與英國Domin Fluid Power公司合作,幫助其提高直接驅動閥設計和制造能力。Domin采用金屬增材制造(AM)技術成功制成體積更小、性能更優的驅動閥,并且將生產周期從5.5個小時縮短到僅1個小時。
Domin在生產液壓傳動裝置時選用了雷尼紹先進且可靠的增材制造技術。該公司參觀了雷尼紹位于英國斯塔福德郡斯通鎮的增材制造解決方案中心,不僅加深了對增材制造的了解,更加認識到這項技術能夠幫助他們為客戶生產性能更優的驅動裝置。

“金屬增材制造技術有助于提升液壓傳動技術水平,”Domin Fluid Power總經理Marcus Pont指出,“經過多年對各式各樣的原型產品和設計進行測試之后,我們積累了豐富的增材制造經驗和專業技術,有能力幫助客戶生產性能更優的零件。比如,我們設計出一款驅動閥,它的尺寸縮小了四分之三,成本減少了三分之二,然而動力提升了25%。”
“雷尼紹一直在積極開發新興技術,致力于推動工業發展和進步,”雷尼紹增材制造部門首席技術顧問Martin Mc Mahon表示,“我們與Domin公司的合作貫穿始終,從研究材料的特性到挖掘RenAM500Q系統等最新技術的生產優勢。”
“在Domin公司,增材制造是一項關鍵技術,”McMahon繼續說。“因為增材制造可用于制造復雜零件,不需要工具,并且操作和裝配要求少。如果使用傳統制造技術,根本沒有辦法將復雜的功能集成到如此小的設計中。”
來自眾多行業的制造商都可以采用增材制造技術提高小批量生產高附加值產品的生產力。目前,雷尼紹最新RenAM500Q系統正在拓展增材制造技術的應用領域,為之前缺乏經濟效益的應用增添使用動力。RenAM500Q系統結構緊湊,配備四個500W激光器,將打印速度提高了四倍之多,不僅有助于提高生產率,而且可降低零件單位成本。雷尼紹在其Stone工廠全方位展示了其增材制造專業能力。誠邀合作伙伴參觀雷尼紹的增材制造解決方案中心,合力探索增材制造的無限潛能,開發高效的端到端生產流程。
美卓:讓3D打印創造真正價值
作者:美卓研發總監JUKKABORGMAN
美卓公司多年前就開始嘗試將3D打印技術用于金屬部件。為此,他們對一些概念進行了定義并進行了原型制造,使3D打印組件賦予閥門傳統工藝無法達到的性能水平。
2018年,美卓向客戶交付了第一款帶有3D打印金屬部件的閥門。新的閥門滿足了苛刻的運行要求,可承受無數次快速啟閉循環而無需維護。

目前,3D打印技術已經在美卓的閥門生產中得到了很好的應用。它不僅提升了閥門的性能, 還降低了噪音,為客戶獨特的應用帶來了理想的解決方案。
“我不認為3D打印是一項成熟的技術,但它肯定已經過了創新階段。事實上3D打印已經被美卓和許多其它工業行業的企業視為極有價值的制造技術。我們認為它強大而可靠,是小巧、復雜形狀部件的理想選擇。以降噪閥門內件為例,我們認為3D打印技術可以生產出比傳統工藝性能更好的部件。”美卓技術研發總監Jukka Borgman拿出兩只閥門降噪內件強調道:“首先看常規技術加工的降噪部件,這些大大小小的通道是直接從材料中鉆過去的。而3D打印件內部一開始的通道比較大,接著分成多個通道,然后是越來越多直徑很小的孔,最后在出口處,形成很多小孔。雖然傳統技術也能生產出這樣復雜的結構,但無論是花費的時間,還是成本,都要高于3D打印。”
優化流動路徑
Borgman認為,3D打印賦予設計人員更多優化閥門內部流動路徑的自由度。“好處不僅止于此。3D打印的優點還包括不再需要首先制作模具、機架或框架等。它是一種非常通用的技術,可以快速、低成本地生產小型系列組件。”
Borgman補充道:“3D打印也降低了生產時間。標準的生產流程可能會有多個工段導致生產延誤,相比之下,3D打印可以同時有效地執行多個任務。例如,上述降噪環24小時內生產完畢,之后僅需再花上一天進行有限的機加工。因此,3D打印是閥門制造及其它快速生產備件的理想選擇。”
盡管如此,Borgman并不認為3D打印可以完全取代傳統鑄造和機械加工,因為這些技術非常成熟、高效,特別對大尺寸和大體積閥門,如閥體的加工不可或缺。”
3D打印的機遇與障礙
當被問及在3D打印方面還有哪些障礙尚待克服時,Borgman指出,目前還沒有涵蓋諸如閥體的3D打印閥門壓力控制組件的標準。此外,對于一些簡單組件而言,3D打印因為時間長、原材料成本高而顯得缺乏吸引力。目前,3D打印可以獲得表面光潔、均勻的部件,無需進一步處理。他認為3D打印零件也將成為閥門行業公認的做法。“目前美卓將3D打印部件外包,但隨著銷量的增長,未來也會進行內部生產。屆時,可以向客戶更好地展示3D打印如何提高閥門性能、降低噪音并為其獨特應用提供優化的解決方案。”
蘇爾壽:3D打印應用先行企業
作者:Nadia Qaud,瑞士溫特圖爾
增材制造技術和3D掃描將極大地改變我們的未來。作為技術先行者,蘇爾壽對市場上新出現的增材工藝和材料進行了評估。由技術專家、材料專家和工藝工程師優化了合適的工藝,并在客戶和合作伙伴的密切配合下進行了測試。
蘇爾壽于20世紀80年代開始將激光金屬沉積工藝作為一種工業工藝進行開發,并于20世紀90 年代獲得專利。如今,激光已成為金屬增材制造工藝中的能源。
工業部門中的3D打印工藝和技術
各種增材制造工藝是針對特定材料(塑料、金屬合金、陶瓷、砂和蠟)開發的。固結方法(聚合、激光熔化或燒結、熔融、紫外線固化等)隨材料的具體形態(液體、粉末、絲狀等)而異。隨著工藝技術的日臻成熟,增材制造成為工業應用環境中最先進的技術。每種技術都對應著能為客戶實現最大價值之處。總有一天,我們會在客戶網站上看到按“即時制造”原則生產的備件。
增材制造在蘇爾壽的典型應用
蘇爾壽的所有部門、針對各種用途使用增材制造工藝。戰略創新部的開發工程師José Ettlin表示:“增材制造有助于我們快速、經濟地生產小批量或定制化產品。”
蘇爾壽主要采用3D打印工藝生產原型或功能樣品,并在瑞士Haag建立了3D打印實驗室。“蘇爾壽的目標是讓我們的開發工程師能在增材制造領域獲得扎實而豐富翔實的知識。這就是為什么我們在打印實驗室安裝3D打印機的原因。即使在項目完畢后,我們的工藝專家仍喜歡反復擺弄、研究。”Ettlin補充道。

兩臺立體光刻打印機(左)和紫外線固化系(右)
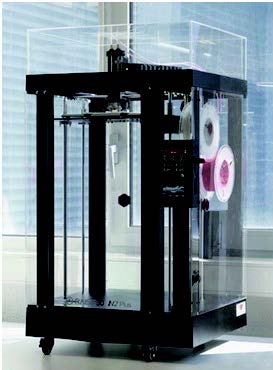
使用紅色PLA的熔融沉積成型(FDM)打印機
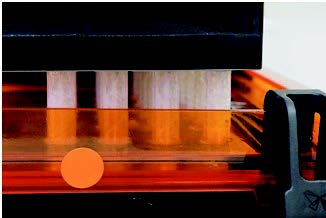
對于幾何形狀復雜的部件,增材工藝是十分理想的選擇。十多年前,Chemtech部門開始采用選擇性激光熔融(SLM)工藝,用金屬粉末生產靜態混料器。利用激光束使金屬粉末在粉末床上逐層固化形成部件。打印過程中采用了支撐結構,它不僅提供穩定性,而且還被用來傳遞熱量,以防止工件產生熱應力。
“在模型泵性能測試期間,增材制造工藝提供了一種快速、經濟的方法來評估不同水力設計模型的優點。根據專有的設計準則和計算流體力學(CFD)計算,對最佳水力模型的試驗結果進行了審查。增材制造目前被用于模型泵上的固定液壓部件,如導葉和調整件,但在某些情況下也被用于旋轉液壓部件,”溫特圖爾的液壓開發主管Arnaldo Rodrigues解釋說。
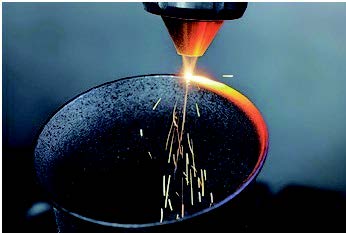
激光金屬增材制造過程中的材料積層 (圖片來源:德馬吉-森精機)
泵的混合制造技術
在混合制造工藝中,利用金屬激光沉積工藝的增材積層、減材工藝以及5軸銑削的組合,快速制造具有新材料特性的葉輪,并同時實現所要求的水力部件的表面質量。對于閉式葉輪,這種混合工藝十分理想。
定期知識交流
蘇爾壽成立了增材制造(AM)委員會,使各部門的工程師能夠分享其知識。RES技術主管兼增材制造委員會成員Charles Soothill解釋道:“這種交流讓我們能夠分享其他工程師的知識。我們還一起學習蘇爾壽的新的精整方法或新材料,以及其它部門的工程師在3D打印和混合工藝方面積累的經驗。”

增材制造圈的經驗交流。從左至右:Charles Soothill、André Brogli、Robin Rettberg和José Ettlin
Soothill補充道:“除了優化3D設計外,我們還可以優化材料,并降低成本。我們也在展望未來。為了保證3D打印件的質量,需要什么樣的檢驗程序、測試方法和機器過程監控?如何避免材料缺陷?在構建組件結構時,哪些功能可以優化?蘇爾壽可以如何運用仿生學,并借鑒自然界的例子進行輕量化設計?”
對未來的展望
旋轉設備服務部門的工程主管Pharic Smith解釋道:“蘇爾壽已經在渦輪工業中使用增材工藝,以快速修復復雜的受損部件。
未來,我們還將看到增材制造應用于泵部件的快速修復,以便在較短的交貨期內恢復到全新狀態。功能和耐久性試驗正在進行中,以創建采用增材工藝的完整部件,從而確保高質量和可重現性。一旦這一點得到保證,我們就將看到這些工藝在為客戶提供更快捷解決方案方面擁有的巨大潛力。”
現場打印備件有什么好處?快速維修,無需長時間停機;無需庫存、運輸或海關等繁瑣程序。蘇爾壽正在深入思考新的商業模式,以實現這一愿景,并在不久的將來為客戶提供這些優勢。
進入增材制造業
作者:George Small,穆格總工程師,在穆格位于紐約東奧羅拉的太空與防御小組工作
我們對增材制造的首次嘗試可以追溯到15年前。憑借在制造復雜部件方面的背景,很容易看出直接數字化制造的價值。為配合合體檢驗、原型和模具而采用打印聚合物部件在穆格已經變得司空見慣了,但我們的真正目標是金屬增材制造部件。
對于典型的穆格應用,粉末床激光技術看起來是最成熟且最適合的。但早期試驗的結果令人失望。層間剝離現象普遍,孔隙率高、材料性能差。每隔幾年,我們都會在外部服務供應商處嘗試具有可比結果的更多部件。
大約5年前,增材制造技術前沿的情況開始好轉。隨著機器的成熟和市場供應產品的增加,增材制造部件的質量迅速提升。2013年,一項源自基層的跨穆格計劃發展成為穆格增材制造中心(AMC),位于公司在紐約東奧羅拉的總部。我們有兩臺雷尼紹AM250機器,專門用于研究以支持我們包含5大要素的AMC章程:
?獲得對材料的了解
?建立和獲取工藝知識
?制造部件
?溝通與教育
?了解對現在和將來業務的更廣泛的影響
到目前為止,穆格AMC已生產了6000多個部件,而研究工作仍在繼續。
增材制造業的機遇與挑戰
增材制造可生產利用傳統制造方法難以實現的復雜部件。它可以用來生產無法加工的特征、沒有接縫或接頭的部件。復雜的幾何形狀或有機形狀通常只有增材制造方法才可能和可行。但是,要使增材制造得到廣泛應用,仍存在許多挑戰需要應對。
“我們的大部分研究工作都是為了應對這些挑戰。清單很長,要做的工作還有很多。穆格也在積極尋求建立戰略伙伴關系和聯盟,以應對挑戰并創造機遇。我們認為,通過伙伴關系可以實現比僅靠自身更快的速度。”
穆格增材制造部件實例
穆格是商用和軍用飛機平臺飛行控制系統的領先設計師和制造商。在這些項目的飛機飛行測試計劃完成之前,進行大量開發甚至先期生產硬件都很常見。試飛結果總是有可能導致硬件設計的變化。在傳統制造工藝中,長交付周期可能意味著在飛行試驗計劃結束之前,硬件和工具方面的重大投資均處于風險之中。
本文的使用案例(一個用于液壓飛行控制執行器的15-5PH不銹鋼氣缸)便是如此。在生產過程中,根據從航空航天供應商處采購的不銹鋼鍛件進行了設計,在交付穆格之前提交給第二家供應商進行精加工。生產件的驗證和供應商資格認證可能需要長達12個月的時間。
利用增材制造生產的15-5PH部件被選作初始部件生產的替代方案。需要進行小的設計改動,以針對增材制造工藝進行部件優化。部件在一周內即打印完成,并使用與生產鍛造部件相同的工具進行精加工。在這種情況下,增材制造部件可以用于早期開發和低速率的初始生產,直到飛行測試完成和設計完全凍結。此時可以進行生產工具的制造,以進一步降低大批量生產的成本。這樣的計劃可以降低工具和庫存的風險,并開始為未來的供應鏈創新打開大門。
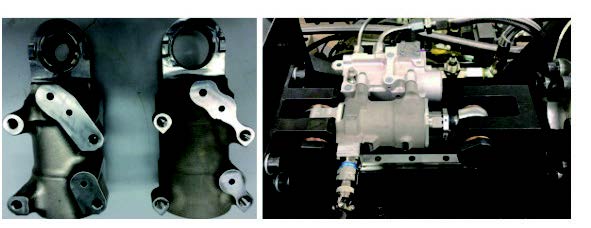
圖片(從左到右):AM液壓執行器氣缸與鍛造液壓執行器氣缸、采用AM氣缸的液壓擾流板伺服執行器(中間)
液壓元件通常需要精密配合或表面光滑,但激光粉末床熔接無法滿足這些要求,可通過對打印好的零件表面進行機加工來解決這個問題。一般來說,會盡量減少后加工的需要,因為它會延長交貨期、增加成本。如果設計足夠精巧,除了密封表面外,通常可以避免機械加工。
賽萊默
通過使用3D打印技術,賽萊默將定制泵的訂單交付周期縮短了75%。目前,3D打印技術已經被應用于賽萊默瑞典埃瑪快速交付小批量個性化泵解決方案。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

