






目前手工焊(包括手持式激光焊)在焊接場合中扮演著重要角色,因為人更能適應焊接工藝過程中的各種變化。熟練的焊工能夠知道調節哪些參數和調節多少參數來保證焊接工藝良好運行,能通過檢查待焊工件發覺工件的變動并及時采取相應的調整方案,確保焊縫質量。實際上,焊接是一個多相關量的調節問題,因此也使之很難實現自動化。
在實際應用中,全自動化焊接僅僅應用在某些大批量生產場合,考慮到反變形等因素,定位夾緊裝置往往比較復雜,編程方式也是大量采用人工示教編程。目前由焊接控制系統來評估一些參數,并基于與希望值的多種偏差建立一種對策,這種要求導致該問題復雜化。由于控制系統無法評估出那些可能會出現的百萬種可能響應,因此有一種傾向是采用簡化方法。但控制系統的簡化同時又會導致自動化焊接工藝不夠穩定。于是,自適應焊接系統技術應運而生。
自適應焊接系統通過人機協同的方式,區別于現有的全自動化焊接,主要集中在動態焊縫追蹤,系統平臺會更加柔性化。通過將更多的工藝變量整合到設備控制系統,并與實際接頭測量結果組合起來,產生高質量焊縫,同時允許接頭輪廓和其它工藝參數具有更大的變化范圍,這就是自適應焊接技術發展的主要原因。
自適應焊接原理
針對不同的焊縫類型,需識別焊縫位置、間隙、坡口角度、截面積、錯邊量、變形量等特征,并模型化處理(方便在離散工藝庫中比對,并找到最相近的工藝模型,如ServoRobot ADAP)。系統在焊接過程中實時檢測并前置處理,在線糾正機器人的運動軌跡的同時自動調整機焊接工藝參數,能實現焊縫成形及焊接品質的一致性和高可靠性。離散工藝庫主要靠現場經驗及工藝實驗的大量積累。
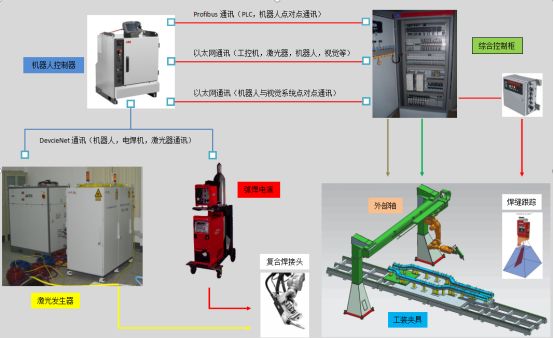
自適應焊接系統的結構
一般由焊縫識別系統、運動執行機構、焊接系統三大部分構成。焊縫識別系統具有數據采集、量化、處理等功能,主要由激光傳感器、控制單元、控制軟件等組成。操作機構負責執行焊接的各項動作,一般有兩種形式,即關節機器人和桁架機械手。具備自適應功能的焊接系統,融合了較多智能控制技術,如:激光器及激光調制焊接頭、高性能焊接電源(如CMT)、焊接工藝庫及上位機管理程序、離線編程技術等。
自適應焊接系統構造復雜,但是能實現人與機器人協同配合,充分發揮機器人強大的存儲與計算優勢,在云平臺的支持下還可以實現工藝數據的共享。在大型鋼結構(工字鋼、停車庫等),工程機械、特種車身、車架長大梁、車箱板、罐體等焊接工況下,實現自適應焊接工藝后可以簡化工件裝夾的方式,并降低反變形的要求。
自適應焊接是一種高性能焊接技術,對于要求靈活多變的車身試制工廠,優勢也非常明顯,如在車身試制現場五大分總成(前圍、后圍、地板、頂蓋、側圍)的焊接過程中采用點焊固定及簡易定位后機器人自動焊接,板厚3~8 mm,采用了多種焊接工藝:MAG焊、激光焊、激光復合焊等。
應用工藝裝備
1)激光復合焊,是將激光與MIG 電弧同時作用于焊接區,通過激光與電弧的相互影響,克服每一種方法自身的不足,進而產生良好的復合效應,獲得優良的綜合性能,支持調整的工藝參數有電流、電壓、送絲速度、焊接速度、激光功率、脈沖調制等;
2)激光擺焊,是在焊接加工向前運動的同時,光束繞著焦點位置做畫圓或任意圖形的運動,由于其有一個附加的運動軌跡,會對熔池形成攪拌,故而稱為攪拌焊/擺焊,支持調整的工藝參數有擺動路徑(圓形、直線型)、擺動頻率、焊接速度、激光功率等。
焊縫識別系統的核心模塊
焊縫跟蹤,能直接與機器人控制器建立通訊,可由機器人直接調整XYZ坐標系的偏移值。 而在高精度激光焊接應用時,焊縫跟蹤可與Y/Z滑臺組件、校準盒組成一套閉環的跟蹤系統,包含識別、處理、控制、執行、調整等全部流程。Y/Z滑臺組件精度較高,也適用于焊接專機。跟蹤傳感器將激光二極管發出的光束經柱形透鏡轉換成條形光,投射到工件坡口的工件表面,是一種主動光源的視覺傳感方法。焊縫有一定的間隙和形狀變化時,條形光會發生變形并在工件上方漫反射,獲得焊接電弧/激光焦點與焊縫中心的偏離數據,根據這個數據作上、下、左、右4個方向的運動,以達到實時偏差調整的目的。條形光傳感方法不僅能檢出焊縫的中心位置,而且還能獲得焊縫截面的形狀和尺寸等特征參數,給自適應焊接提供焊縫寬度等信息。
將焊接專家的經驗及工藝實驗數據形成一套焊接知識庫,焊接過程中隨時調用,有效保證了焊接的規范性與質量。焊接工藝管理程序主要用于管理工廠內部焊接工藝數據,用于生產現場實時訪問,也可以將車間焊接設備與車間服務器構建了一個局域網,通過以太網接入到云平臺。實現焊接工藝參數共享,控制焊接參數與工藝規程的一致性:一套焊接工藝參數能夠保證產品焊接質量,另一個車間就可以直接實現工藝共享,而不必再重新摸索。實現了焊接任務包和焊接工藝規程的智能關聯,每個焊接任務包都有唯一的焊接規程與之對應,不再需要工藝人員現場巡查。
總結
在自適應焊接方面,無論從焊縫識別系統還是工藝庫軟件等方面與國外公司還存在一定的差距。國外自適應焊接機器人經歷了30多年的發展歷程,是個成熟的工業產品,而且在實際生產中不斷地完善和提高,而在我國還處于實驗室階段,特別是設備廠家對于焊接工藝及實際生產要求并不關注(重點放在跟蹤傳感器的功能開發,無法解決焊接過程中與工件發生干涉等實際問題,有些焊縫無法識別),終端用戶對于自動化技術并不了解(如無法將離線編程技術與自適應焊接工藝融合,期望能實現數模驅動機器人的自動化焊接,將會大大減少技術人員現場調試的時間),所以需要有技術人員將這兩項技術融合在一起,使機器人焊接系統智能化,實現高性能焊接。
作者
劉拉 湖北瑞興達特種裝備科技股份有限公司
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

