




選擇性激光燒結(SLS)的范圍很廣泛,有多種不同的體現方式。一般來說,它是有選擇性地將粉狀材料轉化為一個固態的結構體,而不用先將粉末變為液體。在實際應用中會發生從粉狀固體到液體狀態再到固體狀態的相轉變,但是速度非常快,這是因為工業激光所進行的應用以及大量集中的熱能消散的速度非常快。若想利用這項技術為制造業服務,系統必須能夠把金屬粉末和激光功率非常精確地傳輸到三維結構中的同一位置。為了制造更精細的產品,零部件尺寸不斷減小,因而在粉末和激光的定位方面對運動精度有著很高的要求(圖1)。
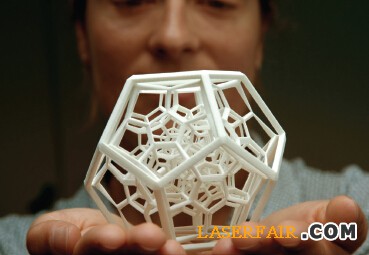
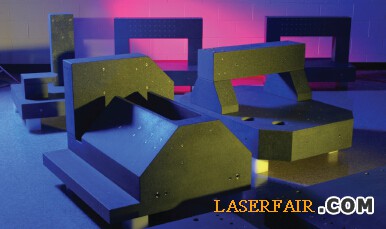

圖1:用選擇性激光燒結制作的復雜3D物體。
隨著產品尺寸接近30μm甚至更小,若想使這些功能以精確和可重復的方式實現,SLS系統的所有要素都很關鍵。例如,SLS的金屬粉末傳送有兩種主要類型。第一種是通過粉末床將更多的粉末材料卷入加工的部件。第二種是將粉末噴嘴頭和激光傳送頭安裝在一起來實現同步燒結。不管是哪種方法,若要進行微燒結都必須要滿足以下要求:粉末的尺寸要合適;激光光斑必須足夠小,以便能創建一個足夠小的熱影響區;運動系統的精度和可重復性必須足夠高,才能確保每一次燒結都是在正確的位置上進行。在本文中我們將討論,為了能實現選擇性激光微燒結所要求的運動,我們在創建一個運動系統時需要考慮的各種因素。
設計理想的運動系統首先要成竹在胸,這意味著我們必須知道所需要的運動類型。需要怎樣的加速度、速度、精度、可重復性和跟蹤誤差?在這一評估階段不需要考慮用什么樣的機械解決方案,不管是龍門、XY振鏡掃描頭、簡單的堆疊式平臺解決方案還是它們的任意組合,運動的參數將為我們提供最優的力學指導。讓我們想象一下,某一個選擇性激光微燒結在工作點需要個位數微米的精度。假設這是一個粉末床上的應用,而不是粉末噴嘴。這顯然會限制我們的討論范圍。
機器的底座部件
我們將自下而上,從機器的底座部件開始。首要考慮的是這個機器底座要有足夠剛性,必須沉重而且能抵抗會引起工作點微小振蕩的地面干擾(圖2)。
圖2:花崗巖由于具有出色的平整度,因而是充當SLS底座板的理想選擇,平坦的底座將能提高運動系統的性能。
考慮因素包括合適的水平調節腳、堅固的金屬結構以及機器底座與底座板之間正確的隔振系統類型。對于一些精密的應用,還有必要記錄這臺機器最終安裝位置的地面振動的特點。這能幫助設計師了解所設計的機器應該能有效地抵抗哪個頻率的振蕩。通常情況下不需要進行這一步驟,但有時候機器制造商會就理想的地面特點給出建議。大多數情況下,機器制造商會針對最常見的情況來設計系統。隔振系統的復雜性有所不同,從簡單的被動阻尼材料、被動式空氣隔離、主動式空氣隔離,或是利用一些根據客戶系統定制的流體來隔離。不管選擇的是什么,在這里都要阻擋所有不必要的頻率。
系統力學
一旦完成了初步的底座設計,下一步就是決定實際運動系統的力學類型。例如,設計一個圍繞著粉末床的300×300×150mm XYZ運動系統,粉末床下方是專用的加粉和水平調節系統。工作行程需要在三個維度運動,并且必須能跨越整個粉末床。系統設計中包括三個方向(X、Y和Z)的線性平臺,并且是傳統的龍門式結構(圖3),即一根橋梁軸連接著雙軸。請注意,一個控制器只能精確定位一個軸平臺,這主要是受到編碼器的分辨率、軸承的機械分辨率和編碼器工作點的位置所限制。對于第一個限制——編碼器分辨率,一般使用調諧正弦波編碼器反饋來克服。理想的控制器將通過對典型的1Vpp信號應用偏移和定標因素來調諧正弦和余弦信號。校正后的信號將被控制器采樣并以內插值替換至納米級。龍門結構的軸承選擇將限制高的電子分辨率的實現,軸承的摩擦力越小,運動系統就越能進一步實現更高的電子分辨率。因此,許多高精度機械的制造商都會考慮氣浮軸承。不過,氣浮軸承不能在真空環境下工作,它還會受到粉塵污染的制約,并且它的剛性也不如機械軸承方案。最后,考慮到在任意線性軸平臺的角誤差(傾斜、滾擺和偏航),那么確定工作點編碼器的位置非常重要。工作點離軸承和編碼器系統越遠,角誤差就會更進一步擴大。
幸運地是,高端運動系統的供應商找到了回避這些誤差的方法。例如,對于前面討論的龍門系統,平行的龍門基軸或是粉末床兩邊的“桅桿”承載著一個位于粉末床上方的龍門橋梁軸(也是由直線電機驅動)。這些平行的基軸可能不會與橋梁軸實現完美的正交,但選擇正確的控制器可以通過將偏移應用于其中一個基軸或者說“桅桿”上,來“強制”實現正交。這將有助于盡量減少工作點的角誤差。此外,每個編碼器必須進行校準,這樣可以在工作點實現最高的精度水平。該校準程序包括在激光工作點放置反射式光學器件(安裝到XYZ運動系統上)。激光干涉儀被用作主定位參考,因為被校準的軸會沿著它的方向運動。
在工作點用激光干涉儀反饋來校準光學線性編碼器,將能加強以下兩個方面的表現。第一,它糾正了被校準的軸向誤差的大小,這主要是由該軸的運動角誤差引起的,而編碼器和工作點之間的距離又放大了該誤差。應該指出的是,誤差向量的角要素沒有被糾正。不過,如果是對稱高斯光束或是平頂激光光斑,那么這一誤差的角要素就不是一個重要的考慮因素了。第二,它增加了工作點的軸平臺的原始線性精度。沿著平臺工作的軌跡移動到多個位置,來跟蹤原始編碼器和更精確的干涉儀反饋之間的差異。兩個設備之間的測量差異將用于生成校準文件。控制器將使用該校準文件來確保在工作點精確執行指令的運動。
現在,精確校準的XYZ運動系統已經可以在粉末床的上方使用。線性電機驅動的XY龍門不能實現滿足目標生產率所要求的速度。掃描速度要求為幾米每秒,所以選擇XY振鏡掃描頭作為光束控制的工具。唯一的問題就是,當零部件在XY上的尺寸為250×250mm時,振鏡掃描頭的視野是100×100mm。還有,在應用了平場聚焦透鏡(f-thetalens)理論校正文件的基礎上,掃描頭的精度為±50μm。
有幾種方法可以用來解決振鏡掃描頭的視野受到限制的問題。第一種方法是借助一種步進掃描技術。即讓振鏡掃描頭超高速移動,再用伺服軸來進行轉位。在掃描過程中,伺服軸會保持振鏡掃描頭的位置。使用此方法,將振鏡視野(FOV)之外移動的范圍與每一個視野的邊緣“縫合”在一起。此外,考慮到掃描鏡將激光光束向平場聚焦透鏡的范圍移動,光斑尺寸會發生變形,還會產生更高水平的定位誤差。因此,有必要找到一個合適的工業控制器來將伺服運動和振鏡運動整合在一起,這將帶來兩個好處。第一個是消除“縫合”帶來的任何誤差。第二是在保持快速加工的同時,還能將振鏡掃描軸的視野限制在更精準并且變形更小的透鏡中央區域。在振鏡掃描頭下,較慢的伺服運動不斷地移動部件,使其“重新居中”。
現在該審查我們的機械設計了。此時,該系統包含了帶有合適的水平調節腳和隔振系統的機器底座,以及帶有XY掃描頭的XYZ龍門運動系統,還有一些工藝要求能幫助我們縮小控制器的選擇范圍。之后就該確定底座板的材料,最后再重新審視機器底座的設計。該系統的所有部件必須在一起工作,所以重要的是要確保機器底座和運動設備能無縫連接在一起工作。
底座板
底座板的材料能顯著影響機器的性能。通常情況下會選擇鋼鐵、鋁和花崗巖。花崗巖由于具有出色的平整度,因而是充當底座板的理想選擇,平坦的底座將能提高運動系統的性能,因為平整度誤差會被轉移到安裝在底座上的平臺中(圖3)。這是由于底座板的剛性通常不如它們負載的設備。花崗巖的缺點包括成本,還有難以與那些需要通過特殊插入處理(例如鉆孔和螺紋孔)來連接的設備一起工作,并且其熱膨脹系數與安裝在其上的設備有所不同。最終,我們將基于性能來下決定,但實際上也可以歸結為成本和實用性的考慮。例如,如果價格較低的機械加工表面規格與鋁合金厚板合適,那么我們可能就不會選擇花崗巖。重新審視機器底座的設計,將確保能為其上的運動系統提供合適的支撐結構。
圖3:包含XY振鏡掃描系統的龍門式運動系統。
控制器的評估
現在該評估運動控制器了。我們應該知道操作該機械系統所需要的控制器應該具有什么功能,這將能幫助縮小我們的選擇范圍。一些關鍵的考慮因素包括:哪種類型的控制器可以管理五軸協調運動?這種控制器可以連續處理大的零部件嗎?如果可以,那么編程有多困難?如何將控制器與工業激光進行對接?激光可以根據距離和/或均勻的速度來脈沖嗎?如何控制脈沖寬度?如何將機器功能所需的控件和加工要求的控件配合在一起?正確地回答這些問題之后,選擇的控制器就能幫助該機器如設想中地工作。因此,重要的是不僅要了解粉末材料與激光之間的相互作用,也要了解這種相互作用在三維空間中是如何體現的。
考慮到這一點,我們的目標是,將振鏡掃描器運動和伺服運動整合起來以消除“縫合”的影響,此外還有最大化生產率,以及在平場聚焦透鏡的中央區域進行工作。激光光斑尺寸和脈沖必須保持一致,并且要盡量杜絕變形。步進掃描的啟動和停止會造成不利影響,它應該是持續移動的。此外,使用振鏡掃描頭將能實現一些獨特的功能,例如快速振蕩(抖動)激光來創建“更厚”的部件路徑。振鏡掃描頭非常高的加速度能實現更有效的轉向操作,此功能對那些有很多方向變化的零部件極為有用。如果存在方向變化,那么設置基于勻速的激光脈沖時間將非常困難。可以跟蹤工作行程以及根據向量距離來觸發脈沖的控制器將能幫助實現這一操作。目標是在這一選擇性激光微燒結過程中保持一致的結構。
最后,結合了振鏡掃描頭和平場聚焦透鏡后,在透鏡中央25×25mm區域內的精度是±30μm,這已經經過了理論校正。該運動的可重復性非常好,但是還不夠精準。有什么辦法來校準該區域以獲得更精確的結果呢?除了伺服系統的精度之外還有振鏡掃描頭和平場聚焦透鏡的精度,所以誤差越小越好。如何校正振鏡掃描頭來實現最高水平的精度,并且還能與攜帶它的伺服軸保持對齊?我們還有很多問題。
小結
從快速成型制造和利用SLS根據方案設計來制造產品出發,要進行30μm及其以下的選擇性激光微燒結我們還需要進行一系列新的思考。這些考慮因素大多都簡單明了。為了制作更小尺寸的產品,我們需要更小的粉末顆粒,以及較小的激光光斑尺寸。另一項要求是要能控制激光脈沖以控制能量的輸入。在概念上來說,這些要求是很容易理解的。
與此相對應的是,本文提出的運動系統具有五個運動軸,每一個都有著獨特的誤差。雖然我們討論了其中的很多問題,但還有更多并未涉及。例如,管理粉床的粉層水平調節;管理粉床的一致性,因為粉末材料隨著粒徑減小而有著不同的表現;使用噴嘴式送粉技術;維持噴嘴式送粉的正常運行;對零部件進行三維方向的編程,并且在五個移動軸上執行該編程文件。諸如此類,不勝枚舉。因此,重要的是考慮如何確保你的運動系統能在三維空間中正確執行每一個動作。由于這些運動的要求變得越來越有技術挑戰性,因此對于哪些任務可以在內部解決,哪些任務需要借助合作伙伴的幫助來做出正確決定,你要做到心中有數。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀




























 關注我們
關注我們

