





美國三大汽車集團(通用、福特、克萊斯勒公司)、歐洲汽車制造公司(如RENAULT、VOLVO、AUDI、BENZ和BMW公司)生產線上采用大量激光焊接機器人,德國大眾公司在Audi A6、Golf A4、Passat 等品牌車型的車頂均采用激光焊接。奔馳、寶馬、大眾、沃爾沃等眾多國際知名汽車公司都已將激光焊接技術大量應用在車身制造工藝中,以保證產品質量和技術先進性,這意味著現代汽車制造已離不開激光焊接。
1、激光焊接介紹
在汽車車身制造中,激光焊接應用較為成熟的是車頂激光焊和后蓋激光釬焊技術以及坯板的拼板焊。激光焊工藝具有減輕車身重量,增加車身剛性等優點。
激光焊與常規釬焊、CO2焊之比較,見表1。
表1激光焊、釬焊與CO2焊的比較
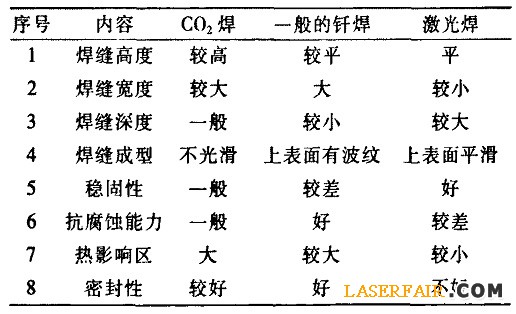
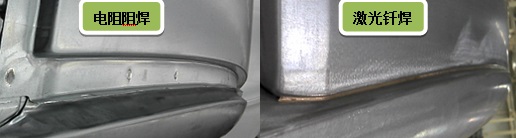
圖1 頂蓋激光釬焊與電阻點焊的比較

電焊點焊裝飾效果激光釬焊免裝飾
圖2 電阻點焊與激光釬焊在頂蓋應用的外觀對比圖
2、激光焊接汽車應用案例
國外汽車品牌先后于上世紀八十年代逐步采用激光焊應用于汽車車身制造,國內武漢法利萊切割系統工程有限公司通過技術攻關,憑借自主品牌激光焊接設備,先后成功競標神龍、江淮、通用及江鈴項目,打破國外技術壟斷。激光焊接應用于汽車行業主要表現在以下幾個方面:
2.1車頂激光釬焊
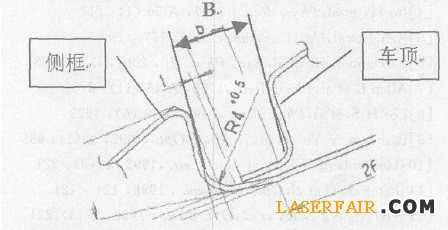
圖3 車頂與側框外板的搭接示意圖
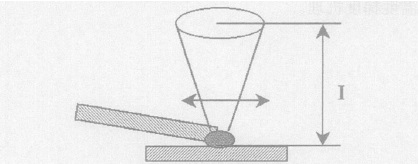
圖4車頂焊接示意圖
在車頂的機器人編程及焊接實踐中,關鍵在與確定焦點的大小和相對位置。如圖4所示,錐形體代表入射激光,斑點代表落在焊縫表面的激光焦點,兩個搭接的陰影塊分別代表待焊的車頂和側圍零件。調整聚焦鏡組與焊縫上下的距離L就可以改變焦點的大小,調整左右的距離便可確定焦點相對于車頂和側框的位置。
2.2激光拼板焊
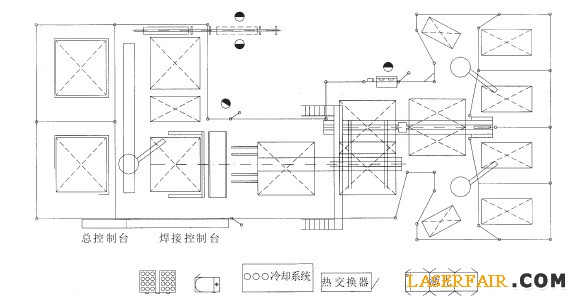
圖5 全自動激光拼焊生產線
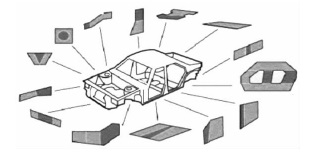
圖6 由拼焊板生產的汽車車身零部件
2.3后備箱激光釬焊
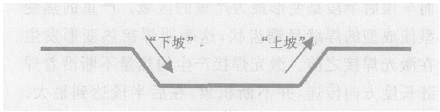
圖7 后蓋焊接示意圖
如圖7所示為后蓋的焊縫走向,其中兩個“下坡”和“上坡”位置為機器人姿態控制的難點,很容易造成機器人行走時的抖動,從而影響送絲的不穩定性,直接導致假焊、焊料堆積、縮孔和其它焊接缺陷。
2.4其他部件激光焊接應用
2.4.1 汽車雙向筒式減震儲油缸筒的激光焊接
為了提高車輛的舒適性和平順性,現代多數汽車(特別是轎車)在懸架系統內部都安裝了減震器,并且以液力減震器為主。由于雙向筒式減震器質量小、性能穩定、工作可靠而被廣泛采用。由于減震器儲油缸筒在工作過程中經受高壓作用,因而必須有良好的氣密性和拉伸斷裂抗力。
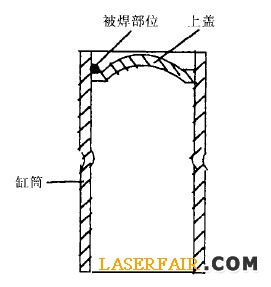
圖8 汽車雙向筒式減震儲油缸筒的激光焊接
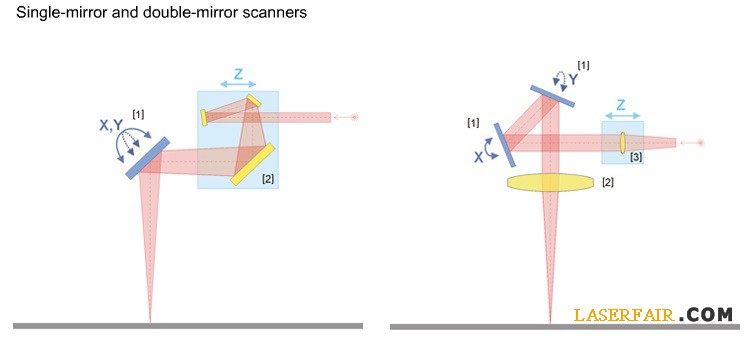
圖9 飛行激光焊接原理
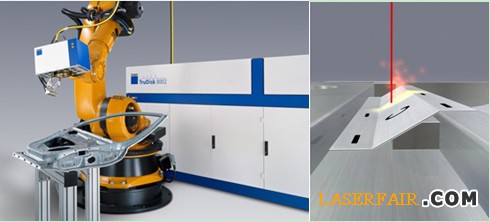
圖10 飛行激光焊接系統及其加工工件效果
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

