






復合材料因其具有較高的比強度、比剛度、良好抗疲勞性、可設計性等優異特性,在航空航天領域得到了廣泛的應用。隨著飛機數字化制造技術的進步及復合材料制造工藝的發展,數字化設計、數字化制造等技術正逐步成為復合材料制造的核心技術。與復合材料數字化制造技術相結合,復合材料零件的數字化檢測成為控制復合材料零件質量的關鍵環節之一[1-4]。
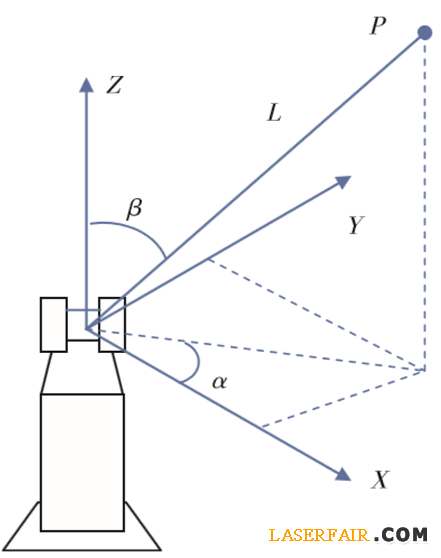 圖1 激光跟蹤儀測量原理圖
圖1 激光跟蹤儀測量原理圖

傳統的復合材料零件檢測方法是制作檢驗樣板,檢測精度低、效率低、成本高。隨著數字化測量技術的發展,便攜式坐標測量系統,特別是激光跟蹤儀的出現,為復合材料零件的數字化檢測提供了必要技術手段。
激光跟蹤儀測量系統組成及測量原理
激光跟蹤儀被譽為移動式三坐標測量機,它是基于球坐標系的便攜式坐標測量系統,具有測量精度高、實時快速、動態測量、便于移動等優點。
激光跟蹤儀可以測量目標點距離和水平、垂直方向偏轉角。其基本原理是在目標位置上安置一個反射器,激光跟蹤頭發出的激光射到反射器上并返射回到跟蹤頭,當目標移動時,跟蹤頭調整光束方向來對準目標。同時,返回光束為檢測系統所接收,用來測算目標的空間位置。總之,激光跟蹤儀是通過測量一個在目標點上放置的反射器的位置,進而確定目標點的空間坐標。
激光跟蹤儀能直接測量出空間點的三維坐標,這些三維坐標是在激光跟蹤儀的儀器坐標系下得到的。該坐標系定義為:以跟蹤頭中心為原點,以度盤上的0讀數方向為X 軸,以度盤平面的法線向上方向為Z 軸,以右手坐標系規則確定Y 軸,如此建立起儀器坐標系,如圖1所示。
圖1 激光跟蹤儀測量原理圖 當反射器離開基準位置(基準位置距儀器中心的距離已知),并在空間移動時,激光跟蹤儀會自動跟蹤反射器,同時記錄干涉測距值D 及垂直度盤和水平度盤上的角度值α、β ,用這3個觀測值,依據公式(1)
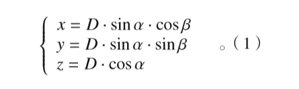
 就可得到點的空間三維直角坐標(x、y、z )[2-3]。
就可得到點的空間三維直角坐標(x、y、z )[2-3]。
就可得到點的空間三維直角坐標(x、y、z )[2-3]。 復合材料零件的檢測
某型號飛機復合材料加強肋,使用傳統模擬量技術制造。現在隨著數字化制造的需求,需要使用激光跟蹤儀檢測此零件與理論位置的偏差。
本文采用的激光跟蹤儀測量系統是Leica AT901-LR,測量半徑80m,空間長度測量不確定度15μm+6μm/m;T-probe測量半徑15m,空間長度測量不確定度7μm/m。
復合材料零件的測量過程包括:測量數模的建立、測量坐標系的建立、測量和結果分析3個步驟。
1 測量數模的建立
由于此復合材料零件使用傳統模擬量技術制造,沒有零件的數模,所以第一步必須建立零件的測量數模才能進行數字化測量。
大型復合材料零件的制造過程,不同于傳統的金屬材料零件制造過程。由于復合材料自身的特點,在后期無法進行大量的高精度的加工。所以復合材料零件成型特點是一體化成型,后期精密加工量較少,其精度基本上完全要依靠成型模具的精度來保證。而本文中的復合材料零件的成型模具的精度已經通過檢驗樣板的檢驗,因此可以把成型模具作為復材零件的檢測依據。利用激光跟蹤儀測量復合材料成型模具,使用測量結果建立測量數模。
測量數模建立的過程為:首先使用激光跟蹤儀在模具上測量點;然后通過大量的測量點形成測量點云;最后由大量的測量點云通過擬合計算生成型面。此型面由于與零件外形型面相貼合,所以可以作為零件的測量數模。
2 測量坐標系的建立
測量數模必需與測量的復合材料零件處在同一個坐標系內才可以進行測量,所以必須建立測量坐標系。建立的方法是在建立測量數模時,在成型模具周邊設立固定的測量點,使用激光跟蹤儀對這些測量點進行測量,并記錄空間坐標測量值。此測量點就可以作為測量坐標系的基準點,任何對零件的測量都以這些測量點為原始基準。
3 零件的測量
將復合材料零件在模具上固定好位置后,拆除模具。然后使用激光跟蹤儀測量基準點,通過測量基準點將零件與測量數模處于同一個坐標系內。坐標系統一后,開始對零件進行檢測。使用反射器直接測量零件型面,測量軟件自動將實測數據與測量數模理論數據進行比較,既可以測量出零件的幾何位置,還可以綜合評價整體位置在當前坐標系的狀態。
4 結果分析
測量結果的影響因素主要包括:儀器精度、振動、零件擺放位置等幾個方面。儀器精度是固定因素,由于復材零件的精度要求為±1mm,遠大于激光跟蹤儀的精度,因此儀器精度的影響幾乎可以忽略不計。振動可以通過選擇激光跟蹤儀的站位控制。零件擺放位置成為影響測量結果的主要因素。由于在測量過程中,復材零件的位置是由成型模具來確定的,而在安裝過程中,零件不可能與模具完全貼合,所以零件擺放位置必然產生很大的誤差,解決的方法是以零件自身為基準,對測量結果進行數值擬合法的優化處理,這樣可以減少由于擺放位置對測量結果造成的影響。表1為擬合優化前后的測量結果。從表1中可以看出,優化前的測量結果與理論值偏差較大,但這些數值并不能表現出零件真實的情況,通過擬合優化后,測量結果的偏差大幅減低,消除了由于擺放位置產生的誤差。而優化后的結果才能反映出零件真實的情況。
結束語
數字化設計與制造技術是復合材料成型模具設計制造技術發展的必然趨勢,快速數字化檢測,不僅解決了傳統模擬量傳遞的弊端,還為復合材料制造提供了有效的質量監控手段。
參考文獻
[1] 馬驪群,曹鐵澤,王繼虎,等.便攜式測量坐標系統在航空發動機關鍵部件檢測中的應用.計量技術,2008(6):911.
[2] 史建華.基于激光跟蹤儀的復合材料構件成型模具檢測.上海計量測試,2012(1):2831.
[3] 孫明,楊廣雙.跟蹤儀在復合材料制造中的應用.第17屆全國復合材料學術會議(復合材料制造技術與設備分論壇)論文集,2012:727729.
[4] 黃宇.激光跟蹤儀在飛機數字化制造過程中的應用.航空制造技術,2011(6): 3237.
作者:王衡
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

