




2013年1月22日,武漢法利萊切割系統工程有限責任公司專家顧問段正澄院士、邵新宇教授、公司總經理李斌等人組成的團隊,前往江淮汽車股份有限公司商用車車間,和江淮專家一起檢查和總結由華工激光法利萊公司承擔完成的“江淮激光M111短軸距項目激光焊接系統”項目。

圖為院士專家在江淮商用車車間檢查工作
江淮汽車M111短軸距項目激光焊接系統是江淮汽車響應國家產能優化、制造先進化、柔性化的號召,對多功能商用車白車身生產線進行改造而新增加的工位,是國內自主品牌汽車第一次采用白車身激光焊接先進制造技術。目前,僅柯馬、ABB、PSA、阿諾德等外資企業才能完成白車身激光焊生產線,該技術為國外壟斷。國內只有華工激光法利萊于2009年承擔了神龍汽車標致508頂蓋激光焊接系統。基于神龍汽車激光焊項目的成功應用與多年激光加工裝備的豐富經驗,華工法利萊一舉中標江淮汽車M111短軸距項目激光焊接系統。
該項目得到了華中科技大學的鼎力支持,以華科大段正澄院士、邵新宇副校長為首的專家團隊為項目指導,劉建華教授、王春明教授、程愿應教授等國內知名激光焊接專家為技術支撐,華工法利萊公司具體系統集成及實施,江淮汽車集團給予現場和應用全力支持,項目取得了圓滿成功。
邵校長、段院士親自主持方案的主審工作達三次,段院士特別強調工藝支持是項目成功的最關鍵因素,親自指導員工利用工藝中心的萬瓦試驗平臺進行反復試驗,摸索總結出寶貴經驗。發貨前,專家還親自到華工科技葛店產業園檢查頂蓋激光焊的設備,在確認試件合格的情況下才同意發貨。華科大專家們的大力支持,為頂蓋激光焊最終成功提供了有力支持。
商務車的頂蓋產品結構特點,導致激光焊接面臨著許多難題,包括:M111商用車頂蓋由于使用超長行程薄板,沖壓工序很難保證一致、可控的間隙;有限工位場的設計與施工;超長薄板結構件的焊縫間隙控制、熱變形控制;超長曲線多段焊縫定位和光縫對中問題;如何建立穩定的激光與焊絲的位置關系,獲得良好的焊接質量;超長薄板結構件激光填絲熔焊接夾具;可供試焊車少,調試周期短。
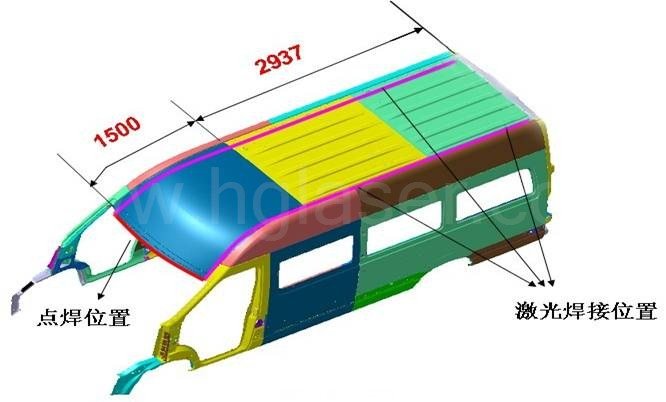
圖為江淮白車身激光焊接示意圖
在產學研用的合作下,項目組克服了一個又一個難題,最終,獲得了僅用八臺調試車就進入小批量生產階段、比合同要求提前一個月完成驗收的驕人成績!
該項目是自主品牌汽車制造企業第一次將激光焊用于白車身頂蓋焊接中,具有開創性的歷史意義!該項目的順利完成體現了國產汽車的整車制造技術水平的提升,并大幅提升中國汽車品牌的形象。有利于滿足國民日益膨脹的汽車需求,同時也是國內汽車制造公司擠進國際市場的有力保證。
現場檢查工作完成后,邵新宇校長和段正澄院士與江淮集團安進董事長會面,并對該項目進行了簡短回顧和總結,并表示滿意并展望期待更多合作。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀




























 關注我們
關注我們

