




本文針對合金刀具制造和切削過程中產生表面缺陷的無損檢測問題,建立激光超聲實驗裝置。實驗結果表明,該系統能有效檢測刀具表面裂紋,檢測效率高,實驗裝置簡單,經濟成本低,且易于實現完全非接觸式檢測。
隨著柔性制造系統和計算機集成制造系統等自動化加工系統的快速發展,機械加工的自動化程度得到大幅提高。為了保證機械制造自動化和生產的順利進行,需要對加工過程中所出現的故障進行有效檢測。刀具是機械加工過程中最基本的加工元素,刀具的破損會導致加工過程中斷、引起工件報廢、增加廢品率、使機床損壞、降低機床使用率、增大生產成本。因此,刀具的健康檢測成為整個生產過程安全、順利進行的一個重要環節。
硬質合金具有硬度高、耐磨性好等優點,允許切削速度比高速鋼高4~10倍,因此被制成各種合金刀具并廣泛應用于航空航天制造業、模具制造業、汽車制造業及機床制造業等眾多領域。合金刀具在制造和切削過程中往往會留下各種表面缺陷,為滿足刀具使用的安全性、可靠性和耐用度的高標準要求,必須對其表面缺陷進行檢測。
常用的刀具表面缺陷檢測方法主要有肉眼觀察、放大鏡觀察、浸油吹砂、體視顯微鏡和工具顯微鏡等,但是這些方法自動化程度低,對刀具表面粗糙度要求高,且容易產生漏檢。激光超聲技術是通過激光激發超聲信號,無需耦合劑,超聲信號又可通過光學方法檢測,故可實現完全非接觸激發和接收,便于在高溫、高壓、高速旋轉等惡劣環境下實現無損檢測;激光超聲的激發和檢測都是在瞬間完成的,能夠實現快速實時檢測;另外激光超聲可用于表面幾何形狀復雜及受限制如焊縫根部、小直徑管道等的檢測,因此,廣泛應用于無損檢測領域。
目前,將激光超聲技術應用于刀具表面缺陷檢測仍處于初始研究階段。本文建立激光超聲實驗裝置,將激光超聲檢測技術應用于刀具表面缺陷檢測。實驗結果表明,該系統能有效檢測刀具表面缺陷,檢測效率高,結構簡單,安裝、操作容易,體積較小,且易于實現完全非接觸檢測。
1 激光超聲檢測原理
超聲波通常是指頻率高于20kHz的機械波。這種機械波在材料中以一定的速度和方向傳播,遇到聲阻抗不同的異質界面(如缺陷或被測物件的底面等)就會產生反射。根據聲波在不同界面的反射現象即可進行超聲波探傷。目前,常用的超聲波探傷方法主要有脈沖反射法、穿透法和共振法等。本文實驗系統采用脈沖反射法。當激光脈沖照射在介質表面,介質表面局部范圍吸收光能產生較高溫升,這部分介質由于溫升會產生熱膨脹運動,帶動周圍介質一起運動從而在其內部產生超聲波,然后根據超聲波在介質內部傳播時的反射波情況來檢測介質的缺陷。當超聲波垂直入射介質表面時,若已知入射波聲強I0,反射波聲強Ir,則不同界面的聲強反射率R可表示為

式中:P0為入射波的聲壓;Pr為反射波的聲壓;r為界面的聲壓反射率;Z1為第一種介質的聲阻抗;Z2為第二種介質的聲阻抗。若已知透射波聲強It,則不同界面的聲強透過率T為

式中:Pt為透射波的聲壓。
由式(1)、(2)可以看出,超聲波經過不同的界面發生反射現象時,其反射波能量是減小的,且反射波與透射波能量之和等于入射波能量。
2實驗系統及結果
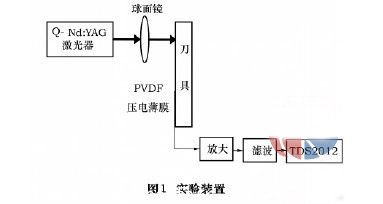
激光超聲檢測實驗裝置如圖1。由Q-Nd:YAG激光器產生的波長為1.06μm,脈沖寬度為15ns的激光脈沖經球面鏡聚焦成直徑約為1mm的點源后照射到刀具表面,激發出超聲波信號。該系統激光器為華北機電研究所研制,由振蕩級和放大級組成,通過調節放大級的工作電壓可以改變激光束的能量,本文中激光器輸出單脈沖最大能量為120mJ。超聲信號由粘貼在試樣表面的PVDF壓電薄膜來接收,經放大、濾波處理后送入TDS2012雙通道數字示波器進行采集,并保存數據。
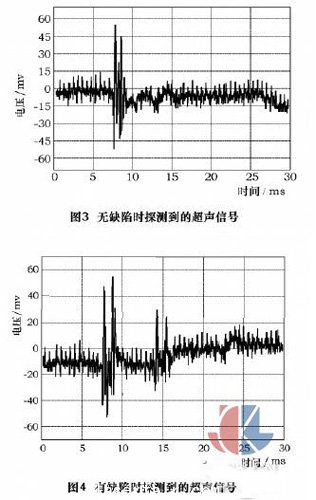
如圖2所示合金刀具,直徑規格為,分別取無表面缺陷刀具和柄部帶有橫向裂紋刀具進行檢測。實驗中PVDF壓電薄膜和激光點源位于裂紋的同側。為更好地接收超聲信號,PVDF壓電薄膜需要通過耦合劑粘貼在刀具柄部。圖3為無表面缺陷刀具中探測到的超聲信號,圖4為柄部帶有橫向裂紋刀具中探測到的超聲信號。

由圖3可以看出,沒有缺陷的超聲信號只有一處明顯峰峰值;由圖4可以看出,帶有缺陷的超聲信號有兩處明顯峰峰值,第一處波峰是傳感器探測到的直達表面波信號,第二處波峰就是表面波遇到缺陷后的反射回波。顯然,可以通過這種方法進行刀具表面缺陷的有效檢測。
針對合金刀具制造和切削過程中產生表面缺陷的無損檢測問題,本文建立激光超聲實驗裝置,將激光超聲檢測技術應用于刀具表面缺陷檢測。實驗結果表明,該系統能有效檢測刀具表面缺陷,結構簡單,安裝、操作容易,體積較小;激光激發和超聲信號接收都是在瞬間完成,檢測效率高,且超聲信號可以通過光學方法探測,易于實現完全非接觸式檢測,為機械制造過程中刀具健康狀態的實時監測提供了實驗基礎,具有一定實用價值。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀




























 關注我們
關注我們

