




隨著航空、航天以及汽車等制造工業的快速發展,高精度、復雜大型零件的加工與精度評價成為業內關注的突出問題,通常這類工件產品需經過多次的加工—測量—修整,才能滿足設計要求。數控機床作為一種高效、高精度的制造裝備在制造企業中得到了廣泛應用,而且正朝著高精度、高效率、開放化、智能化、復合化的方向發展。復合化的目標是盡可能地在一臺機床上利用一次裝卡完成全部或大部分的加工任務,以保證工件位置精度,提高生產效率[1]。加之人們對工件加工的高精度、高效率的不斷追求,與數控機床集成的在線測量技術在實際生產中受到廣泛關注。
傳統的離線測量方式,即采用拆卸移動工件的檢測方式,涉及二次裝夾定位問題,使得加工結果和測量結果的一致性差,導致生產周期延長、生產效率降低。拆卸移動工件的檢測方式是阻礙數字化制造整體效率提高的主要原因[2]。在線測量,即加工與測量過程均在同一設備上實施的檢測方式[3],工件經過一次裝卡便可完成加工與測量工作,避免了二次裝夾定位誤差,可降低測量成本,減少生產輔助時間,提高生產效率和加工精度。數控機床在線測量技術具有采樣速度快、精度高的特點,實現了工件的數字化數據采集和精度評價[4]。
與三坐標測量機(Coordinate Measuring Machining)相比,由于數控機床在線測量環境復雜,誤差影響因素較多,但三坐標測量機價格昂貴,性價比與應用的廣泛程度遠不如數控機床[5]。因此在精度要求不是很高時,數控機床在線測量技術更具優勢。
數控機床在線測量技術是加工測量一體化技術的重要組成部分,可以擴展數控機床的功能,有效地提高現有機床的使用價值,保證零件的加工質量[1,6,7]。因此,數控機床在線測量得到現代制造企業的重視和應用,具有重要的研究和應用價值,國內外研究人員針對此方面進行了大量的研究工作,并在實際中進行了推廣和應用[8]。
機床在線測量組成結構
現代數控機床較之以前在開放性方面有了很大的提升,現代數控系統良好的擴展性和兼容性使得一臺數控機床兼具一定精度的三維坐標測量功能成為可能[6,9-10]。如果把機床與測量系統有機地集成起來,在零件加工的同時,又可以實現工件的在線測量。
數控在線測量系統組成主要包括硬件和軟件兩部分。類似數控加工系統,其硬件系統主要包括數控機床系統和測頭系統;軟件系統則是利用二次開發技術,實現類似于數控加工編程的在線測量編程,得到驅動數控機床實現測量的NC代碼[11]。數控機床在線測量系統的原理示意圖如圖1所示。
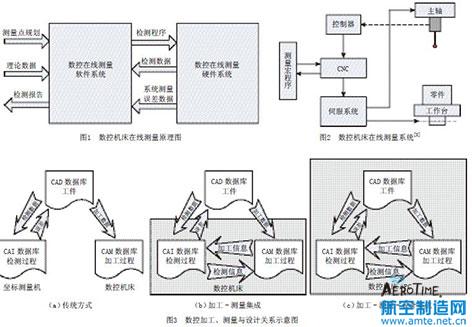
數控機床在線測量系統(如圖2所示)主要分為2種:一種為直接調用基本宏程序,而不用計算機輔助;另一種則根據機床數控系統提供的數控指令,用戶開發編制應用系統隨時生成檢測程序,然后傳輸至數控系統中[8]。
在工業發達國家,測頭基本上和刀具一樣已成為數控機床不可或缺的基本備件,在機械制造領域中得到越來越廣泛的應用。數控機床上采用的測頭主要分為2種:一種是以加工工件為測量對象,使用時安裝在機床主軸上的工件測量測頭;另一種是以刀具為測量對象,處于機床固定位置的刀具測量測頭。通常,機床在線測量采用是工件測量測頭,可手動測量或根據測量(宏)程序對工件進行自動測量[12]。數控在線測量系統是基于數控機床系統開發并集成測量系統實現的,其測量過程和加工過程十分相似。
盡管數控機床在線測量具有諸多優點,但現有的在線測量系統,大都是專用的,測量功能單一,不能滿足加工零件的復雜性、多樣性需求。在機床在線測量系統基礎上,將其與CAD系統進行集成,經過CAD系統的二次開發,實現測量編程和仿真驗證,增大了數控機床在線測量的靈活性及工作范圍,實現了設計+加工+測量(Design-Manufacturing-Inspection,簡稱D-M-I)的集成。數控加工、測量與設計三者在不同階段的集成示意圖如圖3所示。
機床在線測量過程
1 工作原理
在線檢測系統中直接影響精度的關鍵部件是測頭[6],具有搜索前進的能力的觸發式測頭最為常用[7,13-14],向數控系統提供觸發信號以獲得觸發點的坐標[9,13]。測頭系統最關鍵的一個功能是可生成程序中斷指令,當測頭測端與被測工件接觸時,測頭系統向數控機床發送一外部中斷請求(該中斷請求由測頭觸發信號提供)。當機床控制系統接收到中斷后,便通過定位系統鎖存此時測端球心的坐標值,以此來確定測端與被測工件接觸點的坐標值。測頭系統檢測過程如圖4所示。
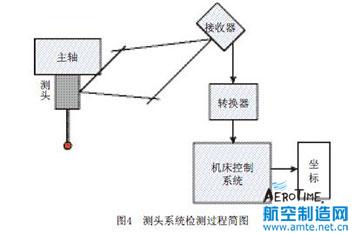
接觸式測頭較其他測頭擁有更高的測量精度,同時接觸式測頭由于結構簡單、使用方便、制造成本低以及較高的觸發精度等優點,在數控機床在線檢測系統中被廣泛應用。
在線檢測運動是通過輸入到數控系統中的數控檢測程序的控制實現的。由于數控機床采用的數控系統不同,其控制方法和編程代碼等有所差別。
2 測頭定位
為使數控機床能夠準確、高效、快速地完成每一次的在線測量,在一次測量任務中需多次測量觸發。根據測頭在一次測量過程中運動,需設定3種距離[15],如圖5所示。
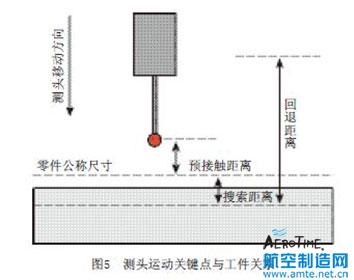
(1) 預接觸距離。該距離是指測頭中心到被測工件表面公稱尺寸上接觸點的距離。在測頭進入預接觸距離前,測頭快速運動。
(2) 搜索距離。該距離設定了測頭從零件的公稱尺寸開始沿進入被測零件材料內部方向的最大距離。如果測頭在這段距離運動中觸發,機床將鎖定觸發點的坐標。在搜索距離階段,測頭應以給定的測量速度運動。
(3) 回退距離。該距離是測頭接觸到被測表面后沿反方向回退的距離。測頭接觸被測表面后,為了避免移動過量而折斷,測頭需要反方向退出一段距離,同時回退距離必須足夠大,以保證測頭能安全地到達下一個預接觸點或定位點。在回退距離階段,測頭以回退速度退回。
為滿足測頭各個運動階段的不同需求,在測量過程中對應了3種距離,包含3種速度,即定位速度、測量速度和回退速度。測量速度應取值較小,以減小測量值的誤差,同時避免折斷測桿。在測量過程中為提高測量效率,可以將定位速度和回退速度取值較大,從而保證以較快速度移動測頭,減少測量時間。
為避免測頭在碰觸到被測表面后仍向前運動而折斷測桿,機床測量會在接收到觸發信號之后將剩余行程刪除。剩余行程刪除,即測頭在已編程行程運動過程中接收到觸發信號時,記下當前坐標值之后跳過未完成的動作,繼續執行下一行代碼。
目前,數控系統一般均提供了基本的測量指令,或測量系統的開發單位或人員也會提供部分已封裝好的測量指令供用戶使用。
3 檢測路徑規劃
數控機床在線測量系統是一種通過采樣來進行測量的系統[16]。因此采樣點的數量和分布情況將直接影響測量結果,對自由曲面的測量尤為重要。對整個被測表面全部進行采樣是不現實的,為提高測量結果可信度,通常會采用增加檢測點數目的方式,但獲得高準確度的同時也會極大降低測量效率。因此如何規劃高效、準確的檢測路徑成為關鍵所在。
機床在線測量在規劃檢測路徑時,在滿足測量精度要求的基礎上盡可能提高測量效率,即在滿足測量精度的前提下,以最短的測量路徑檢測最少的測量點。以圓柱面測量為例,把測頭定位到型面的中心線上,采用四點測量方法便可以獲得高精度的測量結果。該測量方法對內孔測量也同樣適用,詳細測量路徑見文獻[17]。
在路徑規劃要求的指導下,平面測量、凸臺/凹槽測量以及角度測量等均已有確定的測量路徑規劃方案,詳見文獻[17]。
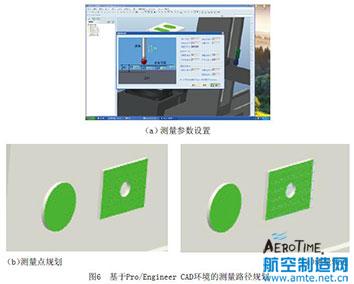
當進行復雜測量時,則編程人員需要對CAD系統進行二次開發,根據基本測量原理在CAD環境中進行人機交互測量路徑規劃和編程,圖6為哈爾濱工業大學基于Pro/Engineer CAD環境進行二次開發進行人機交互所規劃的測量點和測量路徑。
測量誤差分析
在任何一項測量中,由于各種因素的影響,所得到的測量值總會存在誤差。為了使測量結果更精確地逼近真實值,需要對測量結果進行補償,因此測量過程中影響測量精度的誤差組成來源應當被仔細分析和考慮。
由于數控機床在線測量系統是以機床為母體,集成測量系統而生成的。所以數控機床加工過程中存在的誤差在測量過程中也同樣會影響測量精度。機床在線測量測量誤差主要包括測頭系統誤差、機床運動部件定位誤差、測量路徑不合理造成的誤差[16],其中測頭系統誤差又分為測頭靜態誤差、測頭動態誤差以及測頭在機床上的安裝誤差等。
測頭靜態誤差包括死區誤差和測頭重復定位誤差,它隨著測桿長度、剛度以及接觸壓力的改變而改變。死區誤差是指測頭在接觸工件后,測桿發生的彎曲變形量[18]。測頭重復定位誤差相對于死區誤差相對較小,因此測頭靜態誤差主要由死區誤差決定。測頭動態誤差主要與測頭檢測時的接觸速度以及數控系統采樣間隔有關。
測頭是通過與機床配套的刀柄安裝機床主軸上,由于測頭軸線與主軸軸線的不完全對中,存在測頭的安裝誤差[3,19],在多方向測量中造成測量誤差。測頭與主軸的不對中安裝誤差,可以通過測量前的測頭偏心標定進行部分補償。
由于數控機床零部件的制造、裝配誤差、伺服系統的跟蹤誤差以及間隙、摩擦等因素,機床各工作部件在進行測量運動時,會產生定位誤差。
除此之外,測頭的半徑誤差也是一個主要的誤差來源,在數據處理時可通過測頭半徑補償來消除[14]。但在實際測量中,情況較為復雜,測頭半徑誤差將引入測量結果,在自由曲面的測量過程中,該項誤差更為明顯。
針對測量過程中諸多的誤差來源,高效、高精度的誤差補償算法是亟待解決的一個關鍵問題。在實際應用中,可采用多次測量、誤差補償等減小測量誤差,提高測量精度。
機床測量系統與CAD的集成
數控機床在線測量作為M-I模式的典型代表,極大地縮短了生產周期。但在實際應用中,由于并未與零件的設計模型相銜接,導致測量路徑交互規劃時存在諸多不便。此外,根據測量結果進行再加工時,會造成誤差的累積。在實現 D-M-I模式集成后,可針對該項誤差進行補償[20],從而進一步提高測量精度。
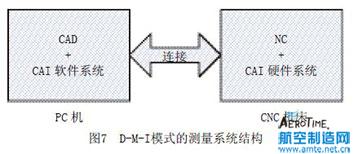
鑒于D-M-I模式相對于M-I模式的數控機床在線測量系統具有更高的精度和靈活性,針對結構復雜零件的加工、測量與修整,我們采用了D-M-I模式的數控機床在線測量與加工,以提高測量、加工精度。將PC機與數控機床相連,在PC機上主要完成CAD系統與CAI軟件系統的集成,在數控機床上完成NC系統與CAI的硬件系統集成,從而實現CAD/NC/CAI的集成,系統結構如圖7所示。
下面以實例針對具體測量系統的實現步驟進行介紹。根據用戶的需求,選用Pro/Engineer作為D-M-I模式的數控機床在線測量系統的CAD系統。通過在Pro/Engineer環境中建立數控機床模型和工件模型來模擬實際的加工測量環境,在該環境中進行測量軌跡和加工軌跡的規劃和仿真驗證。相關功能通過Pro/Engineer的二次開發進行實現,在Pro/Engineer中添加開發新功能菜單如圖8。

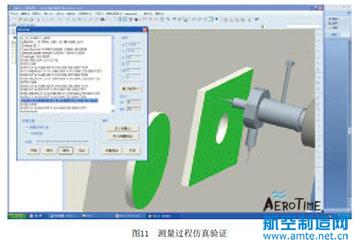
該機床在線測量系統的操作步驟為:操作者首先向虛擬數控操作環境中加載目標零件模型;隨后進行虛擬操作環境初始化操作,其目的是建立虛擬操作環境下裝配坐標系與實際機床坐標系之間的關系、各運動部件的變換矩陣;最后,操作人員根據功能菜單選擇進行測量面選擇、測量路徑規劃、測量過程仿真等操作。當需要修改被加工(測量)的零件時,只需將虛擬環境下的該零件激活,修改完成之后將整個虛擬環境重新激活,便可重新對其進行操作。該系統將CAI操作軟件通過二次開發技術集成到Pro/Engineer環境下,使得CAD系統與CAI系統實現無縫連接。基于Pro/Engineer的虛擬測量環境構建,可實現實際操作過程的模擬,對測量或加工過程進行可靠性驗證,如圖11所示。
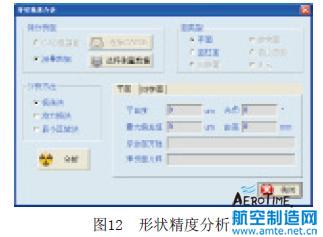
根據測量采集的坐標數據,按照評價被測量面的評價方法,可計算出評價指標,如圖12所示。
結論
測頭系統與數控機床集成構成的機床在線測量系統,可以明顯縮減生產輔助時間,減輕工人勞動強度,提高生產效率,同時還縮減了由離線測量誤差導致的廢品率,充分發揮了數控機床的性能。機床測量的應用可以減少中間環節,保證加工精度,提高數控機床的加工能力;并可實現工件的數字化數據采集,后期還可借助計算機輔助設計系統可以實現工件表面三維重構。基于D-M-I模式的機床在線測量系統,通過對CAD的二次開發,可充分利用CAD強大的圖形交互能力和設計功能,用戶進行交互測量路徑的規劃,方便系統的應用。該方向的研究及應用系統的開發具有較大的應用價值,同時也提升了數控機床的應用水平。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀




























 關注我們
關注我們

