




1. 項目簡介
寶鋼寬厚板工程是寶鋼“十五”計劃重點項目。工程分兩期建設,一期建設一架四輥可逆精軋機,一架立輥軋機,軋制最大寬度4.8米,長25米,厚150毫米,年產140萬噸寬厚板。二期增建一架粗軋機,生產規模擴展到180萬噸,最大軋制厚度可達400毫米。產品以船用板及管線板為主,同時還生產建筑、鍋爐容器、模具等國內緊缺鋼板品種,專用板約占90%左右。作為我國第一套特寬幅現代化寬厚板軋機生產線,該工程的建設將改變我國5米級造船用板,大口徑、長距離、高鋼級、抗硫化氫管線用板長期依賴進口的狀況。

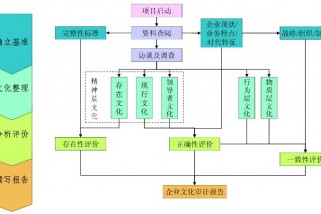
該生產線由板坯接收跨、板坯跨、加熱爐區、主軋跨、主電室、磨輥間、冷床跨、剪切跨、中轉跨、熱處理跨、涂漆跨以及末端成品跨等組成。經過連鑄、精軋、熱矯直、超聲波探傷、火焰切割、熱處理、噴印等工序形成最終寬厚板產品,工藝圖如下圖所示。
寬厚板生產工藝流程圖
火焰切割系統作為寬厚板生產線的一個重要工序,主要用于大于50mm厚帶溫(最高溫度350℃)鋼板的定尺切割(切頭、切尾、橫向及縱向切割、廢邊切割)和取樣切割,以及特殊尺寸鋼板的切割,切割出來的成品可以直接滿足用戶訂貨的尺寸要求并直接在鋼板上沖打產品信息。該項目功能需求新穎、難度大,在國內首創,國外也僅有日本有類似系統。而且相比日本的類似系統,寶鋼還提出了廢邊切割、雙工位切割等需求,此外該系統還解決了對于鋼板的輪廓掃描和定位、熱鋼板切割過程中鋼板尺寸變化的溫度補償等高難度技術問題。
該寬厚板生產線的上位監控系統除了對切割過程進行自動化監控外,還集成了大量特殊的算法和獨特的功能,易控(INSPEC)軟件由于具有強大的二次編程能力,可以把常規的監控功能與使用高級語言開發的軟件功能模塊無縫集成到一起,因此選用了易控(INSPEC)軟件作為系統的開發平臺。
2.系統構成
該寬厚板切割系統采用分層設計,整個控制系統由L3管理系統、CCC中心計算機系統、NC控制計算機系統、底層運動控制單元等構成。系統架構圖如圖所示。
L3管理系統由上海寶信公司研制,負責從板坯進入輥道一直到成品進入成品庫,到成品發貨出廠為止的全過程生產、跟蹤、質量管理以及大板的全過程生產、跟蹤、質量、發貨的全過程管理。根據上層L4的用戶訂單系統生成生產任務,并生成子任務單下發到生產線各子系統。
CCC中心計算機任務分發系統和NC控制系統的計算機監控系統由九思易的易控(INSPEC)組態軟件來完成。CCC中心計算機的主要任務是在上位L3系統與下位NC系統間起著一個橋接的作用。它負責解析上位L3系統傳輸過來的生產任務單和裝載信息,根據任務單和裝載信息生成具體的切割任務信息下發到指定的NC計算機,NC計算機的切割任務完成信息也通過CCC中心計算機上傳至L3系統。在CCC計算機上可以查看這些信息,也可以手工添加、修改、刪除信息以確保在與L3系統連接出現故障時能夠保證正常生產。
CCC與L3系統采用以太網網通信傳遞生產任務信息,與NC系統之間也采用以太網通信連接。系統設計簡單穩定可靠,CCC可自動判定各NC系統在線情況,系統在線、離線可自動監測并自動完成相互間的通信任務。一個CCC計算機可以管理多個NC計算機,在寶鋼寬厚板項目中包括一期和二期項目共有3個CCC計算機、7個NC計算機。
NC計算機放置于火焰切割機的操作室內,通過以太網接收CCC轉發的切割任務,負責根據生產任務要求控制具體切割設備完成產品切割任務。NC計算機分別通過SSCNET、以太網、串口與底層三菱運動控制器、三菱QPLC、測溫設備、沖打設備進行通信,對切割、沖打生產過程進行監控。根據配置系統最多可以控制14個運動軸、6個切割槍、一個測溫頭和一個沖打頭同時運動。程序根據用戶選擇的切割任務和鋼板輪廓掃描結果計算切割路徑;切割過程中自動測溫并進行路徑補償,根據計算結果控制切割槍按照切割工藝的要求自動完成切割任務,并對整個切割過程進行監控。
3.系統特點
(1)切割精度高。在長達8*60米的生產線上,最大可切割產品5×25米,最大厚度達400mm,要求切割后產品尺寸誤差不大于1mm。
(2)功能強大。其獨有的廢邊切割、雙工位多機頭切割等功能為本系統所獨創。
(3)帶溫鋼板切割。根據資料計算,長20米500攝氏度的鋼板冷卻至常溫后,其長度方向將縮小多達25毫米,本系統獨有的溫度監測和補償算法可以控制系統隨時調整切割路徑,從而保證了在熱切割的情況下冷卻后的產品滿足產品精度要求。
(4)工序復雜,主要工序有:掃描鋼板輪廓、產品套料、切割路徑優化、自動切割控制、沖打出廠標記、任務上報等。
(5)通信設備眾多,共有運動控制器、三菱QPLC、溫度測量、沖打設備等四種通信設備,全部采用串口通信方式,運動控制器最多可控制14個軸進行聯動。
4.軟件應用
系統軟件在易控(INSPEC)軟件的基礎上,根據不同的業務類型增加不同的業務模塊,各模塊間通過接口進行交互,從而保證了系統的架構的靈活性可擴展能力。系統底層架構于微軟的.Net平臺,采用.Net Remoting、XML等最新技術等,保證了系統的先進性。易控(INSPEC)良好的開放性使得增加算法和特殊功能模塊都變得容易。
整個切割任務包括任務選擇、鋼板輪廓掃描、輪廓擬合、產品套料、路徑優化、自動切割、沖打標識、實績上報等多道工序。系統自動保存每個任務的工序完成狀態,在工序間或工序執行過程中可以暫停,并在下次進入程序后恢復執行工序任務。
任務管理:在每道工序前必須選擇需要執行的切割任務,切割任務由上位CCC計算機分發而來,當遇到網絡故障時,CCC可自動保存需要下傳的切割任務,并在聯網時進行傳送。沒有網絡時也可以手工輸入切割任務。
輪廓掃描:鋼板切割前必須首先進行鋼板輪廓掃描,輪廓掃描的主要目的是確定鋼板的形狀大小和位置,自動掃描鋼板的裝載位置和實際尺寸,并自動擬合鋼板外圍輪廓。輪廓掃描采用激光掃描進行邊緣探測,計算機控制掃描頭定向移動,當掃描頭經過鋼板邊緣時產生中斷信號,PLC自動記錄位置信號,并將這些信號傳送到上位機易控(INSPEC)組態軟件中進行擬合處理。在實踐中,數據精度受到掃描頭移動速度的影響,在經過大量實踐的基礎上推斷出計算公式對掃描數據進行動態補償,確保了掃描精度。
除自動掃描外,對于形狀規則的鋼板,也可以采用確定特征點的方式確定鋼板位置和輪廓。
產品套料:輪廓掃描完成后,需要根據鋼板輪廓和下傳的產品尺寸要求進行排版套料,并將套料結果反饋給操作者。需要根據不同的排版方式(A型、S型、G型)和不同的切割方式(粗切、試樣切、產品切)選用不同的排版算法。在排版計算中還需要考慮切頭長度和割縫寬度對排版套料的影響。對于特殊鋼板(TP板),需要根據其厚度變化特征點確定產品位置。 #p#分頁標題#e#
路徑優化:在產品套料成功后,需要根據切割工藝要求和產品排版方式的不同,自動選擇不同的優化算法對產品切割路徑進行優化,在滿足切割工藝要求的情況下,盡量減少切割機頭的空程移動時間,以提高生產效率。對于計算完成的切割路徑,可以采用易控組態軟件的逼真動畫模擬實際切割過程。對于排版方式和切割方式相同的鋼板,可以同時進行雙工位套料和路徑優化以提高工作效率。
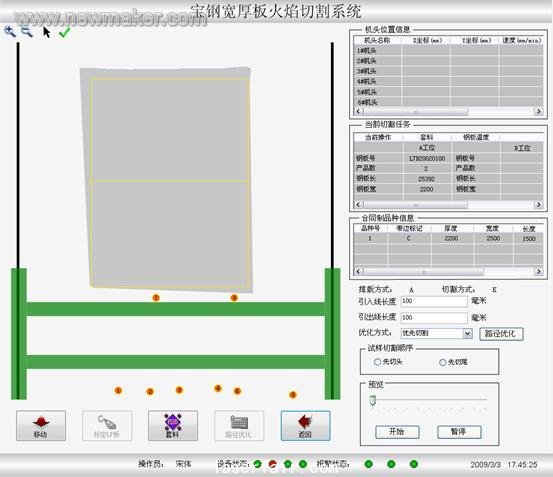
路徑優化界面圖
自動切割:在路徑優化工序完成后,系統可以控制切割機頭按照預定切割路徑,對鋼板進行全自動切割,系統自動控制切割槍移動到切割起始點、放下機頭、點火、穿孔爬行、全速切割、熄火、抬槍、自動切割下一條切割路徑等全過程,直至整個鋼板切割完畢。切割過程中可以調整切割速度、爬行速度、燃氣和切割氧混合比率等參數。切割過程中可同時控制最多6個切割槍同時切割以提高生產效率。切割中可以暫停切割,進行修復切割槍等工作,再次進入系統后可以從原切割斷點繼續切割。
根據寶鋼的要求,可在正常切割的同時對產生的廢邊自動切斷,以滿足其廢邊長度最長不超過1.3m的要求,以滿足廢料傳送線的需求。
切割中可以實時監測鋼板溫度,并根據計算公式對切割產品路徑自動進行切割補償以使鋼板冷卻后的尺寸滿足用戶訂貨要求。
沖打:切割完成后,可以在切割后的產品上沖打產品號、公司徽標、出廠日期、檢驗結果等文字和圖形信息。沖打信息來源于上位L3系統,系統自動控制沖打頭移動到產品的指定位置,降下沖打頭執行沖打,完成后提起沖打頭移動到下一個產品鋼板上沖打下一條標識,產品的鋼板號根據子鋼板信息自動生成。
業績上報:切割完成后,可自動向L3上位系統傳送切割完成信息,包括完成任務的時間、作業人、子鋼板信息、未切割產品、未沖打產品及其原因等等。網絡連接斷開時系統自動存儲在本地,并在恢復連接的第一時間內傳送至上位系統。
由于整條生產線上共有7個火切系統,各系統控制的切割槍等配置情況并不相同。系統采用同一套軟件,利用配置文件配置切割機系統的切割頭數目、切割頭類型以滿足不同火切機系統的需求。
對于在生產過程中出現的異常信息,如設備的通信狀況、PLC的報警信息、測點報警信息等等,在易控組態軟件中均配置報警,及時提醒操作員,當小車運動到告警區域或者兩臺小車距離過近,可能會產生碰撞危險時,系統能夠自動提醒以及自動停車。系統可以單獨監測火切機系統各部分的運行狀況,并將測試結果反饋給操作者。
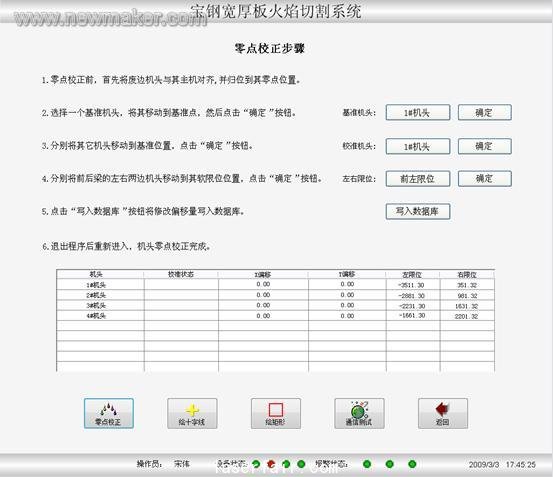
零點矯正圖
軟件系統采用數據庫對配置信息進行統一管理,如機組配置信息、生產任務、用戶管理、任務狀態、報警信息、切割參數等等,保證了系統信息的可靠性和一致性。
5.結束語
本系統于2005年9月工程通過驗收。自交付寶鋼使用以來,7個火切機組在現場每天24小時不分晝夜地運行,至今未出現任何問題。本系統的優良表現保證了生產任務的完成,從而贏得了用戶的信賴。用戶對該系統豐富的功能以及系統的穩定可靠性給予了極高的評價。該系統的成功應用,填補了我國在特寬厚板切割方面的空白,可以提供厚度范圍6~400mm,最大寬度為4800mm,最大長度為25米的寬厚板產品切割,為寶鋼生產市場上急需的船板、橋梁板、建筑結構用鋼板、容器鍋爐板等特種鋼板做出了自己的貢獻。易控(INSPEC)組態軟件隨后在寶鋼二期、沙鋼、浦鋼、武鋼、唐鋼、太鋼、長鋼等諸多鋼廠中也得到了成功的應用
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀




























 關注我們
關注我們

