




隨著自動化程度的提高,枕式包裝機的功能和操作性得到提高和改進,目前國內許多低端枕式包裝機功能簡單,只能簡單代替集體手工操作,且產品功能單一性,存在低水平重復開發、低價格拼殺的格局。在借鑒了國外高級枕式包裝機的先進理念后,國內的輕工機械廠家根據市場的需求,采用OMRON的高級運動控制器 CJ1W MCH71推出了高性能的國產包裝機。
系統工藝簡介
工藝原理圖
軸1(送料):送料軸通過速度控制進行送料,檢測到傳感器1后判斷是否有包裝請求,有的話繼續進給,沒有則停止等待;
軸2(送模):送模軸為系統主軸,以速度控制方式送出包裝膜,每次送模時通過色標傳感器2作為檢測每個膜長的觸發信號,通過編碼器采集實際膜長,從而能對機械滑差進行補償;
軸3:張力控制軸跟隨主軸運行,并可以實時調節同步速度比,從而控制包裝膜張力;
軸4:飛剪端封軸跟隨主軸運行,以凸輪同步方式進行同步控制,并且可以根據包裝袋長度實時調節凸輪速度比。
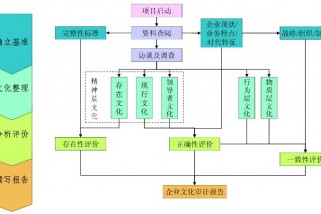
具體工藝流程圖如圖1所示:
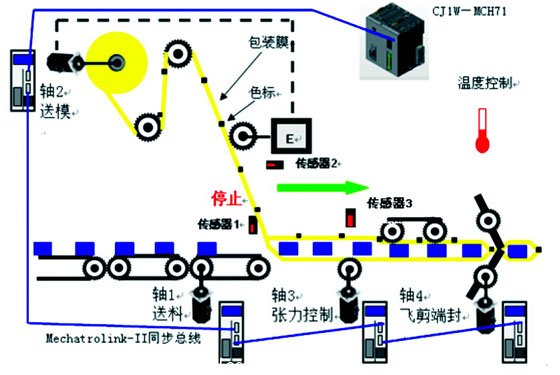
圖1 具體工藝流程圖
設計要求
包裝袋寬度:10-300mm;
包裝袋長度:40-410mm;
包裝袋高度:1-900mm;
包裝速度:200pcs/min。
控制難點
如果因為機器滑差或者張力調節適調導致的包裝膜錯位,從而導致在端封軸沒有在色標處端封,必須能夠有自檢能力進行色標追蹤;
如果包裝物在包裝袋有滑動,必須檢測出,從而防止誤切,直到物料在包裝袋端封位置中;
如果包裝袋中沒有包裝物,必須檢測出,從而防止空切,直到物料在包裝袋端封位置中。
歐姆龍解決方案
采用OMRON公司30軸高功能運動控制CJ1W-MCH71,通過Mechatrolink-II(以下簡稱ML2)高速(10Mbps)同步控制總線控制4軸。
送模軸通過速度控制進給包裝膜,在每送一張膜時,通過sensor2作為前一次膜長檢測觸發信號,直接接入到伺服驅動器高速信號接口,然后通過外部編碼器讀取實際膜長,與存儲的標準長度進行比較,如果有偏差的話,就在下一包進行調整;
飛剪端封軸完成一次端封準備切斷時,立刻通過外部傳感器3檢測色標處是否有異物,如果有異物,端封軸停止進入等待狀態,送膜軸自動送出一個膜長,直到下一個色標處進行檢測,如果沒有異物,則端封軸恢復端封;
飛剪端封完成一次端封前準備切斷時,立刻通過傳感器2、3,檢測當前包裝膜中是否為空包,如果為空包,端封軸停止等待進入等待狀態,送膜軸自動送出一個膜長,直到下一個色標處進行檢測,如果沒有空包,則端封軸恢復端封。
配置與部分程序說明
配置說明
控制器:CJ1G-CPU45H+CJ1W-MCH71+TC003;
驅動器:3×88D-WN04H-ML2+1×88D-WT04H(FNY-NS115);
電機:4×R88M-W0430H-S1;
通訊電纜:4×NY-W6003-A5;
終端電阻:FNY-W6022;
觸摸屏:NS5-SQ00-V2。
部分程序說明
軸2送模:軸2在送模時,每次必須檢測色標傳感器2進行膜長比較,如果有偏差的話就要進行位移量的疊加(正、負疊加),那么可以將這個復雜的運動拆分成2個運動的組合,那么可以使用虛軸功能;
虛軸是運動控制器內部可以創建的一個假想軸,專門用于位移量疊加計算進行使用,由于是理想軸,所以不會出現任何偏差,并且可以自己定義任何軌跡圖,因此,如果沒有偏差的話,軸2就以勻速運動進行運動,那么系統運行非常平穩,而且主軸的位移量偏差的疊加可以作為一個獨立的程序段,即使膜長和色標寬度改變,也只需要對虛軸部分程序段進行修改,增強程序擴展性;
具體時序圖如圖2所示:
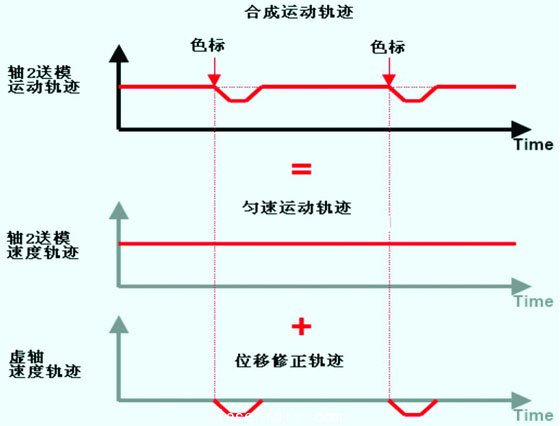
圖2 具體時序圖
軸2送模部分程序如下:
ADDAX [J02][J32]
//將虛軸J32的位移量疊加到J02
SPEED [J02] T0
//J02進行速度控制
LATCH [J02] #ML0000
//等待sensor2觸發信號捕捉J02當前實際膜長并存放
//全局變量#ML0000
WAIT #SW322A=2
//等待觸發信號
WAIT #SW322A=4
//等待觸發信號完成
#ML0002=#ML0004-#ML0000
//將實際膜長與標準膜長比較,結果存放到
//全局變量#ML0002
INC MOVE #ML0002 //虛軸位移修正
軸4飛剪端封:軸4滾刀周長固定,如果膜長改變的話,那么滾刀的速度就要改變,以凸輪同步方式跟隨軸2進行同步運動,如圖3所示:
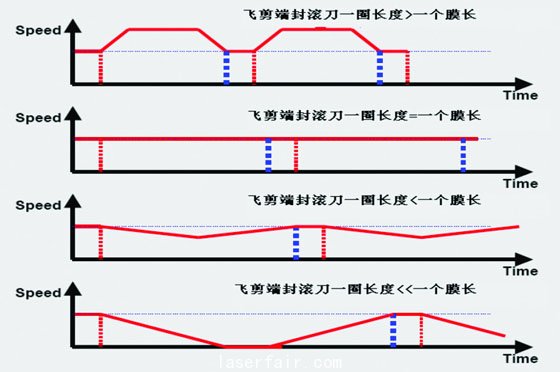
圖3 軸4跟隨軸2同步運動圖
軸4在完成端封前準備切斷時,通過檢測傳感器2、3檢測一下包是否為空包,如果為空包,可以根據用戶自定義停機或者跳過空包;軸4在完成端封前準備切斷時,立刻通過外部傳感器3檢測色標處是否有異物,如果有異物,端封軸停止進入等待狀態,送膜軸自動送出一個膜長,直到下一個色標處進行檢測,如果沒有異物,則端封軸恢復端封,如圖4所示:
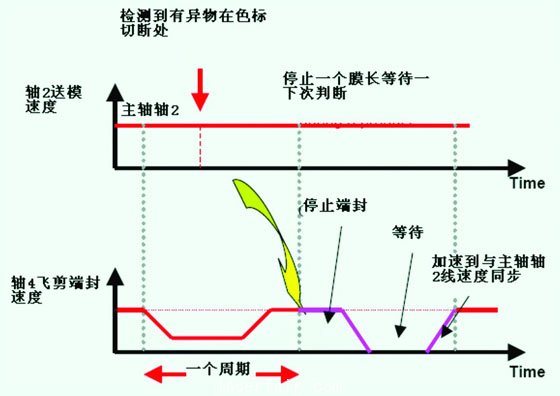
圖4 軸4運動控制時序圖
軸4部分程序(防切):
IF#IB0B000=1 //如果sensor2檢測到有異物
MOVELINK [J04]#DL0000 [J02]10 A0 D10
//軸4減速到停止位
MOVELINK [J04]0 [J02]#DL001A A0 D0
//軸4等待
MOVELINK [J04]5 [J02]10 A10 D10
//軸4加速到與主軸2線速度同步
ENDIF
結語
經過現場測試后,當系統采用2把飛剪端封滾刀,系統最大速度可以穩定達到200包/分鐘,如果采用單把飛剪端封滾刀,系統最大速度可以穩定達到120包/分鐘。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀




























 關注我們
關注我們

