






作者
郭楊、邱佩、徐少林*、程佳瑞
單位
南方科技大學、哈爾濱工業大學、普渡大學
Citation
Guo Y, Qiu P, Xu S L, Cheng G J. Laser-induced microjet-assisted ablation for high-quality microfabrication. Int. J. Extrem. Manuf. 4 035101(2022).
閱讀全文
https://doi.org/10.1088/2631-7990/ac6632
撰稿 | 文章作者
1
文章導讀
面向難加工材料的高質量微細加工需求日益增加,傳統精密加工技術日益面臨新的挑戰。超快激光燒蝕加工由于其非接觸、對材料選擇性小、熱效應弱等獨特優勢,在微米級特征尺寸的精細結構加工中引起了越來越多的關注。然而,即使采用超快脈沖激光進行微加工也總是遇到重鑄層、燒蝕碎屑再沉積、相變和裂紋等問題,限制了其應用前景。在激光燒蝕過程中,及時排出燒蝕碎屑和多余熱量對于高質量的激光微加工至關重要。液體輔助激光燒蝕具有減輕熱效應的優勢,而激光在液體中誘導的空化氣泡、懸浮碎屑和液體湍流導致的光散射和屏蔽作用會降低激光束傳輸的穩定性。減小激光脈沖重疊率可以一定程度上緩解上述問題,但限制了加工效率。近期,南方科技大學與哈爾濱工業大學聯培博士生郭楊、南方科技大學博士生邱佩、徐少林助理教授、美國普渡大學程佳瑞教授在SCIE期刊《極端制造》(International Journal of Extreme Manufacturing, IJEM)上共同發表《面向高質量微細加工的激光誘導微射流輔助燒蝕技術》,提出了激光誘導微射流輔助燒蝕(LIMJAA)技術,以提高超快激光燒蝕性能,獲得高質量微細結構。實驗論證了LIMJAA技術能夠及時定向排除燒蝕區域的空化氣泡、懸浮碎屑,減少熱效應,具有較高的材料去除率,能夠在各種難加工材料表面制備出高質量微米級結構。
關鍵詞:
液體輔助激光加工;激光誘導微射流;空化氣泡;激光微細加工
亮點:為了實現高質量的微結構加工,本文提出了一種激光誘導微射流輔助燒蝕技術
● 通過控制液體厚度,高頻激光誘導空化泡的非對稱潰滅能夠產生連續定向高速微射流。
● 定向微射流能夠及時排除燒蝕區域的二次氣泡、燒蝕碎屑和熱量,顯著提升加工效率和質量。
● 在多種難加工材料表面制備出高質量的微通道陣列和微孔陣列。
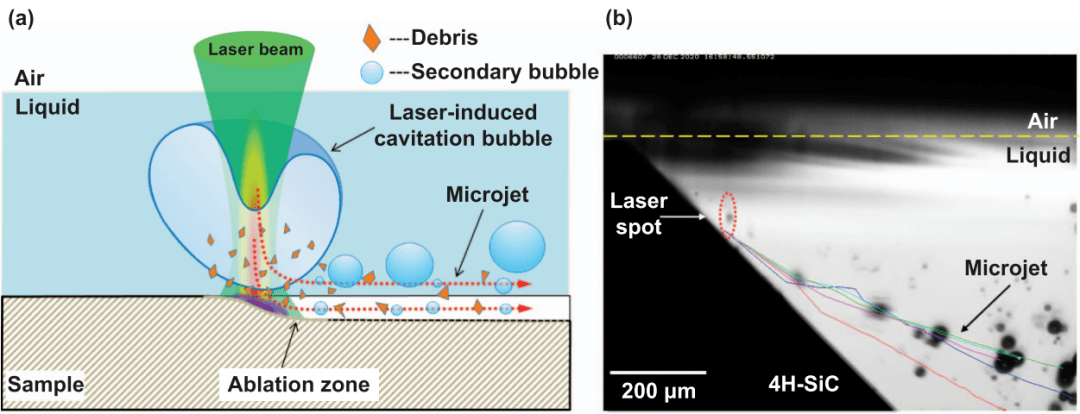
圖1(a)激光誘導微射流輔助燒蝕技術示意圖;(b)高速相機拍攝氣液固界面附近激光誘導微射流。
,時長
00:20
Movie S2 激光誘導微射流的動態演化過程。
2
研究背景
在傳統的液體輔助激光燒蝕工藝中,懸浮氣泡和碎屑的散射和屏蔽作用會降低加工效率和表面質量。流動液體或水射流被廣泛應用于定向排除燒蝕碎屑,包括射流輔助水下激光加工、同軸水射流輔助激光加工、水導激光加工、溢流輔助激光加工和激光-水射流復合燒蝕加工技術。在這些技術中,通常期望所用液體不含氣泡且不形成湍流,但實際加工中較難獲得。有學者發現了一個有趣的現象,控制激光焦點在液體中的聚焦位置位于液體界面附近,通過空化氣泡的非對稱潰滅能夠誘導產生定向微射流。該激光誘導微射流已被用于新型無針藥物注射、微液滴3D打印等領域。激光誘導微射流的特性與上述外加輔助射流有相似性,有望用于排出激光加工過程中的氣泡、碎屑和熱量,但是還沒有學者對其進行系統研究和有效利用。本文通過精確控制液體輔助激光加工中的液膜厚度,輔助高速攝影技術,研究了定向微射流的形成機制,以及對于脈沖激光燒蝕特性的影響機理,經過參數優化,實現了液體輔助激光加工過程中的氣泡和燒蝕碎屑的穩定定向去除,提高了激光加工微結構的質量和效率。
3
最新進展
本文研究了激光誘導空化氣泡對超薄液體層環境中激光燒蝕加工性能的影響機理。研究發現,通過激光誘導空化氣泡的非對稱潰滅,可以形成連續且定向的高速微射流,該射流能夠及時排除燒蝕區域懸浮的二次氣泡和燒蝕碎屑。在系統研究連續微射流形成條件和輔助材料燒蝕機制的基礎上,本研究通過實驗驗證了LIMJAA技術能夠用于制造高質量的微米級結構,并大幅提高了難加工材料的材料去除效率。
LIMJAA加工原理。如圖2(a)-(d)所示,由于激光誘導空化氣泡的非對稱潰滅,聚焦在液體界面附近的脈沖激光將產生向下的脈沖微射流,隨著脈沖激光的持續累積,脈沖微射流也累積和加速形成連續的穩定液體射流。如圖2(e)所示,為了利用激光誘導連續微射流進行輔助燒蝕微加工,研究了聚焦平面位置對微射流初始速度的影響,發現微射流的初始速度在特定的激光聚焦深度時顯示峰值。較高的微射流初速度有利于形成穩定的連續射流,這一發現有助于確定實際LIMJAA工藝中使用的液體層厚度。
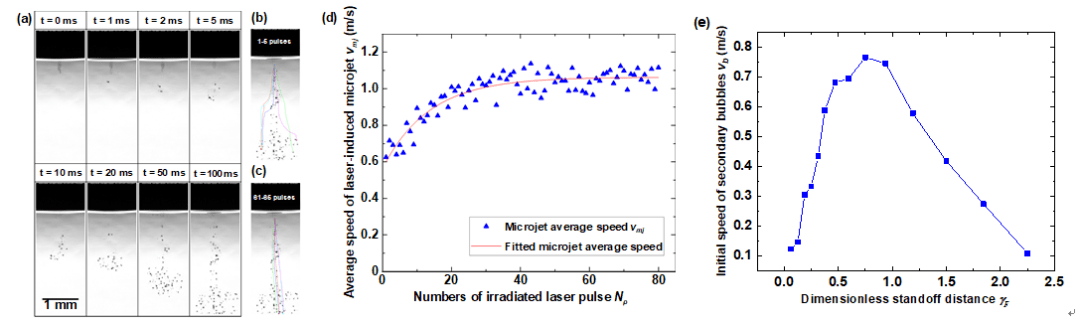
圖2 激光誘導連續微射流的產生和演化:(a)100 ms內二次氣泡的演化;(b)前5個激光脈沖誘導的二次氣泡運動軌跡;(c)第61-65個脈沖誘導二次氣泡的運動軌跡;(d)微射流速度隨著脈沖數增加而變化并逐漸趨于穩定;(e)激光誘導微射流的初始速度與無量綱化激光焦點距離的關系。
,時長
00:09
Movie S1 二次氣泡的運動軌跡表明了激光誘導連續微射流的產生和演化過程。
材料去除機制。雖然液體輔助激光加工可以消除燒蝕碎屑在表面的再沉積和重鑄,但傳統的浸沒液體輔助和薄液層輔助激光加工仍然存在差異。較厚浸沒液體中的氣泡團簇導致加工不穩定,在溝槽表面附近產生不規則的燒蝕痕跡。相比之下,LIMJAA通過激光誘導高速微射流的定向沖擊,將氣泡、碎屑和熔融材料從燒蝕區排出。因此,如圖3所示LIMJAA獲得了沒有重鑄層和碎屑再沉積的光滑溝槽。如圖4所示LIMJAA的燒蝕深度和材料去除率也有所提高。如圖5所示,基于此特殊的材料去除機制,在單晶SiC表面通過激光單次掃描可以加工出寬度為19 μm、深度98 μm、深寬比達5.2的高質量微溝槽。
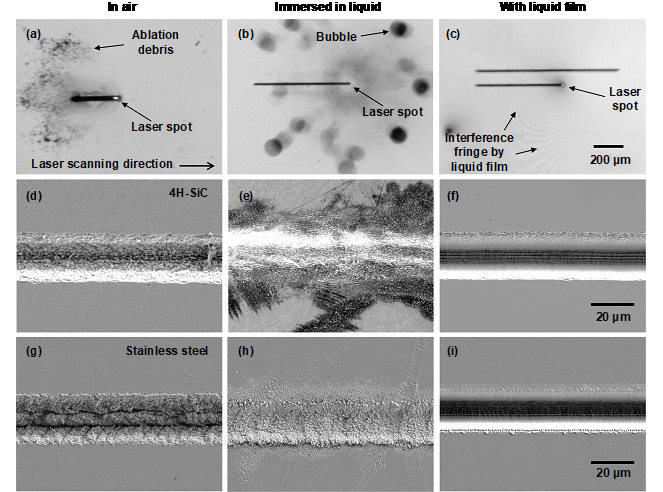
圖3 空氣中、浸沒液體和LIMJAA激光燒蝕加工微槽的表面形貌;(a)-(c)單晶SiC激光加工過程中表面液體狀態;(d)-(f)單晶SiC表面微溝槽形貌;(g)-(i)不銹鋼表面微槽形貌。
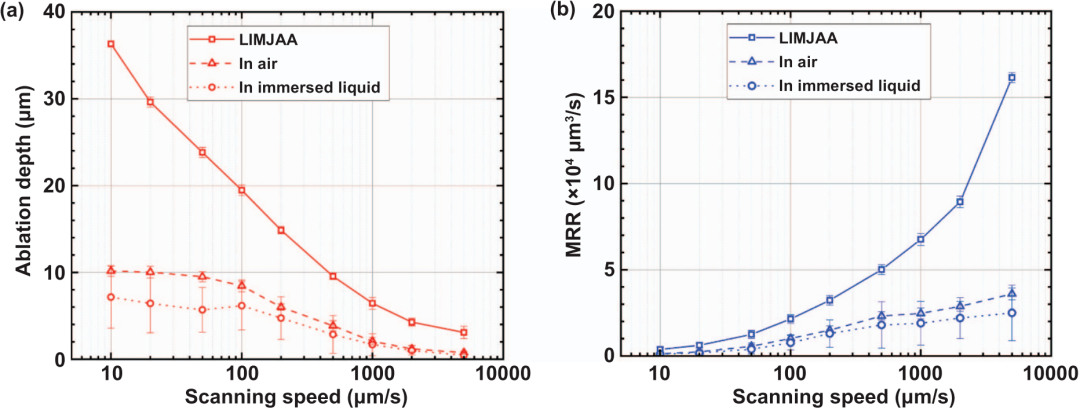
圖4(a)LIMJAA、空氣中和浸沒液體中激光燒蝕微槽深度比較;(b)LIMJAA、空氣中和浸沒液體中激光燒蝕微溝槽材料去除率比較。
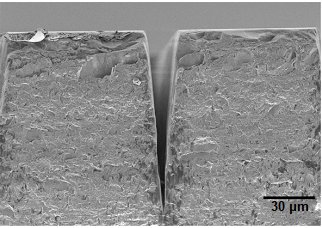
圖5 LIMJAA技術單道掃描加工高深寬比單晶SiC微槽。
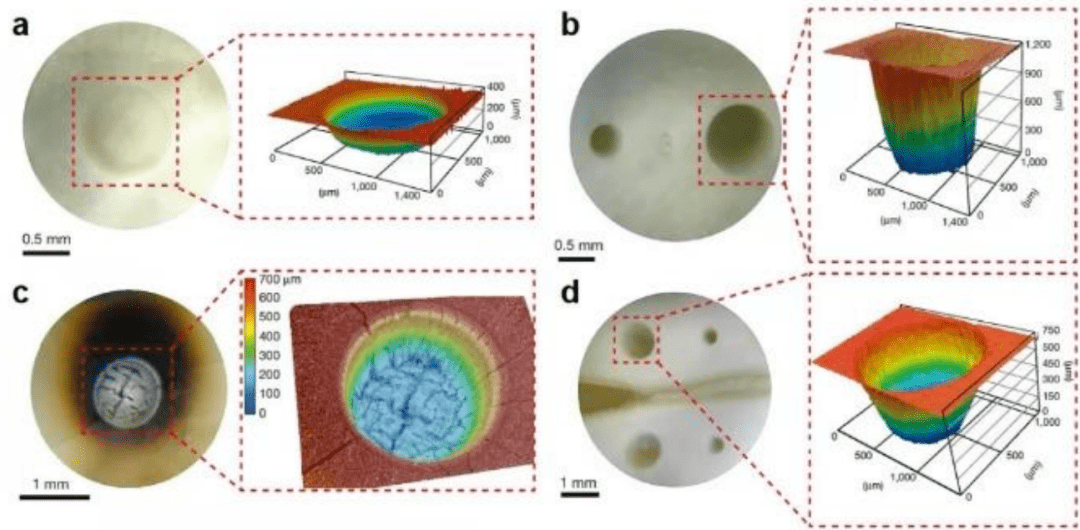
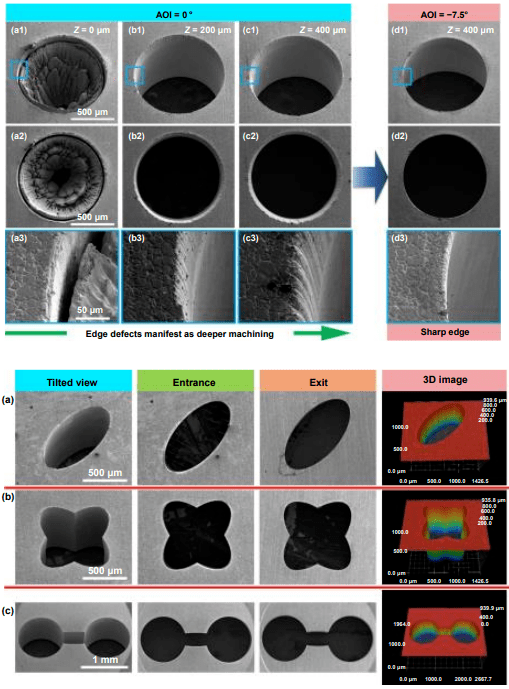
LIMJAA的實際應用。本研究證明了所提出的LIMJAA技術可用于穩定加工多種不同類型的材料,包括硬脆性材料,熱或應力敏感材料等。如圖6所示,在SiC晶圓表面制備的微通道陣列結構,在微電子器件的微通道散熱系統和玻璃微流道模具中顯示出良好的應用前景。如圖7所示,對于超薄晶圓等材料的微鉆孔,LIMJAA方法不僅可以實現高效的材料去除率,還可以獲得非常高的表面質量。
未來展望
本研究系統地展示了激光誘導微射流在液體輔助激光燒蝕中的優勢,尤其是對一些難加工材料具有良好效果,能夠在數十微米尺度獲得邊緣銳利的高深寬比微結構,為推動液體輔助超快激光在各種難加工材料微細加工中的應用邁出了關鍵一步。然而準確控制激光加工中的局部液體厚度仍是工業應用中進一步提高加工效率和穩定性的迫切要求。該技術有望在微電子、微流控模具和微通道散熱片加工等領域中被廣泛應用。
文章導讀

徐少林博士
南方科技大學機械與能源工程系助理教授,超快激光微納制造團隊負責人(PI),博士生導師,系黨委書記。日本東北大學機械智能系博士(2015),曾任職于日本東北大學工學研究科JSPS特別研究員,日本東北大學醫工學研究科助理教授。2017年1月回國加入南方科技大學機械與能源工程系,已組建包含博士后、研究助理和博士研究生等近20人的研究團隊,主要研究方向為超快激光微納加工及其應用。
6
推薦閱讀
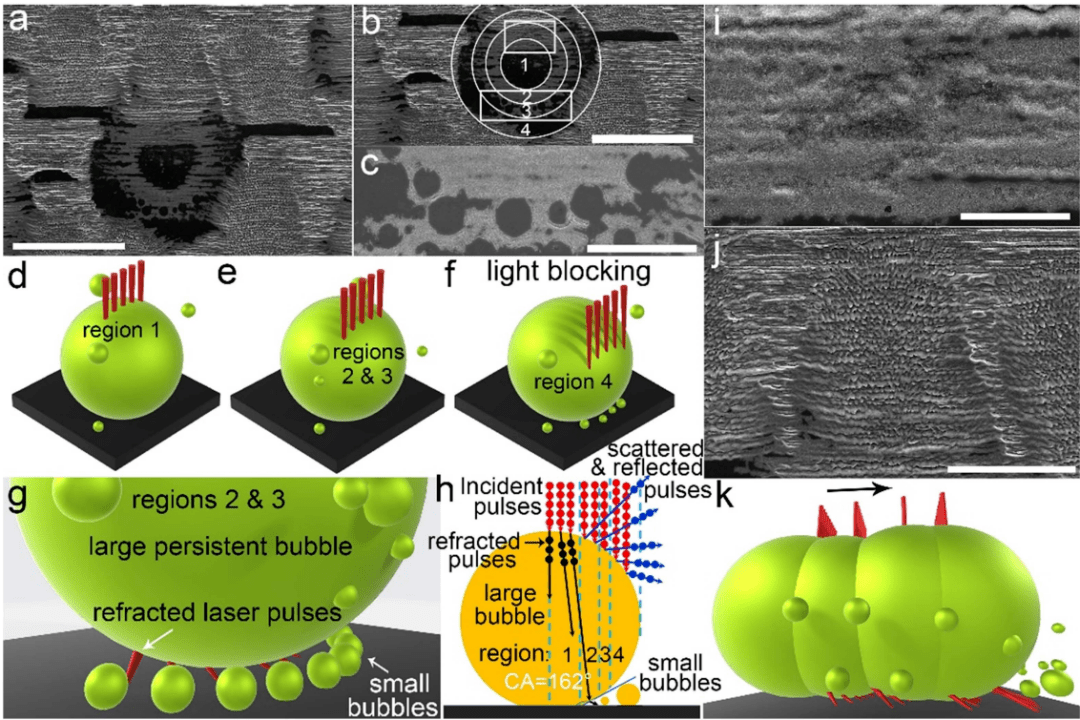
水下持久氣泡輔助飛秒激光微納米多尺度復合織構
GHz“脈沖串”模式是否會開創飛秒激光加工的新途徑?
飛秒激光液相沖擊碎裂微納加工硅材料及其生物應用
具有垂直側壁及尖銳邊沿苛刻要求的毫米尺度形狀的飛秒激光加工
關于期刊
《極端制造》期刊(International Journal of Extreme Manufacturing, IJEM),致力于發表極端制造相關領域的高質量最新研究成果,文章形式主要為原創性和綜述性文章。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

