






激光器廣泛應用于材料加工領域,特別是材料切割領域。然而不同激光器波長的不同,其適合應用的領域也截然不同。本實驗采用光纖激光器和CO2射頻激光器對非金屬材料進行切割加工,并對加工效果進行對比。
光纖激光器采用熱刺激光技術有限公司FSC1000光纖激光器,CO2射頻激光器采用熱刺激光技術有限公司R450射頻激光器,其基本參數如表1所示。
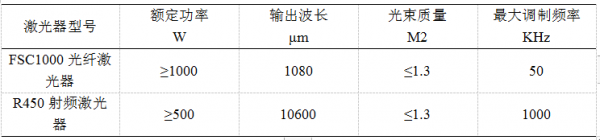
射頻激光器采用焦距為101.6mm聚焦鏡,最終聚焦光斑約為0.2mm。光纖激光器芯徑為20微米,采用100:150mm準直、聚焦系統,其聚焦光斑遠小于射頻激光系統聚焦光斑,為保證對比試驗可靠性,切割時將其離焦至材料表面激光光斑直徑也為0.2mm。
試驗中射頻激光器調制頻率均為5KHz,調制占空比為55%。光纖激光器占空比均為100%。
試驗過程均采用壓縮空氣作為切割輔助氣體。
1實木板切割對14.5mm厚實木板進行激光切割,切割參數如表2所示。
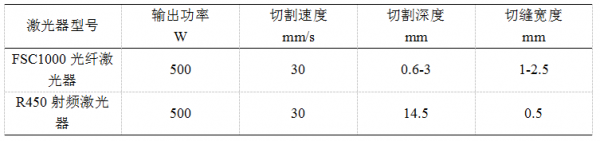
切割效果如圖1所示
圖1切割效果對比可發現,光纖激光器以相同的參數切割木板時切割深度較小,且切縫不均勻,受板材紋理密度影響較大:光束移動方向平行于木板紋路時切割深度較大且切縫較窄,光束移動方向垂直于木板紋路時切割深度較小且切縫較寬。射頻激光器切割木板時切縫均勻,切縫寬度較小,切縫表面輕微氧化,可對木板進行高精度加工。射頻激光器切割木板時木板紋理方向對其有類似影響:光束移動方向平行于紋理方向時切割速度較快,垂直于紋理方向時切割速度較慢,但不同切割方向切縫寬度一致。
光纖激光器切割木板時,光斑處有明顯的火焰燃燒現象,表明木板對光纖激光的吸收率較低,切割主要依靠高能量密度激光對木板加熱,產生局部高溫燃燒。射頻激光器切割木板時無明火,表明木板對激光的吸收率極高,光束只作用于光束影響到的位置。
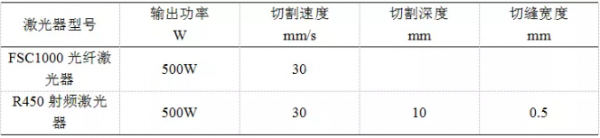
對5mm厚膠合板進行激光切割,切割參數如表3所示。
切割效果如圖2所示
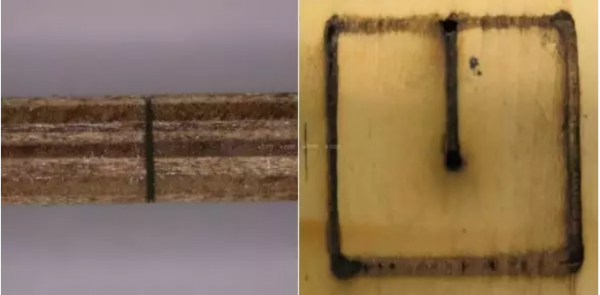
圖2切割效果對比可以發現,光纖激光器與射頻激光器膠合板切割現象與實木板類似。射頻激光器切割端面均勻,割縫較細,可以達到良好的切割效果;而光纖激光器切割膠合板,受切割速度、板材紋理等因素影響,切割寬度等影響較大,無法取得良好的切割效果。
對10mm厚亞克力板進行激光切割,切割參數如表4所示。
切割效果如圖3所示
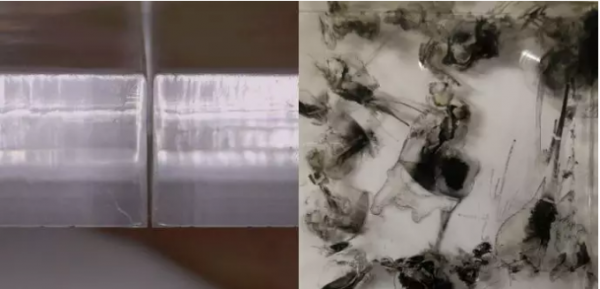
圖3可以看出,射頻激光器切割亞克力板切割面光滑整齊,割縫較細,可以達到良好的切割效果。光纖激光器切割亞克力板,板材表面有較淺的融化痕跡,內部局部吸收熱量后材料炸裂,炸裂位置產生黑色的燃燒雜質,板材整體無法進行切割。
對1.5mm厚皮革進行激光切割,切割參數如表5所示。
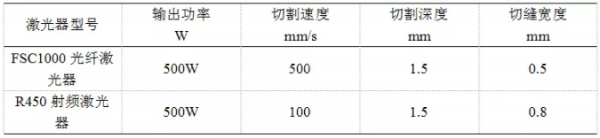
切割效果如圖4所示
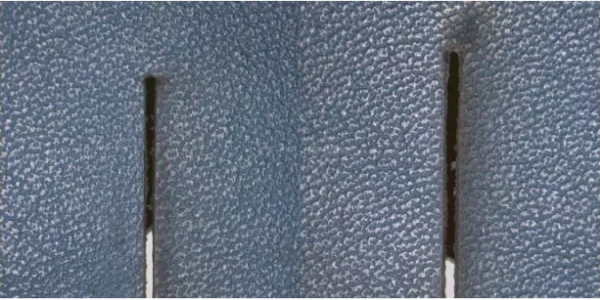
圖4對比可以看出,射頻切割皮革表面氧化小,具有較好切割質量和較小的切縫寬度。且切割速度遠大于光纖激光器。受機床限制,其切運動度無法達到極限切割速度,高速短焦切割可以得到更小的切縫和完全無氧化的切縫。
對于木板、亞克力、皮革等非金屬材料的切割,射頻激光器切割速度和切割質量明顯優于光纖激光器。
對于CO2激光器在非金屬材料切割上的優勢,最普遍的觀點是認為1.06μ波長的激光在許多非金屬面前是“透明”的,而10.6μ波長的CO2激光在這些材料面前能夠更多地被吸收。(本文刊登于《激光制造商情》2019年4月刊)
來源:北京熱刺激光技術有限公司
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

