






光纖激光器目前已經成為高功率激光加工應用的首選,但在20 世紀90年代,平均功率在1kW 以內的連續單模光纖激光器首先被推廣于切割應用。盡管這些激光器可以被調制高達50kHz,他們依然不能解決需要低占空比、高峰值功率、對熱傳導有要求的點焊應用問題。近年來,準連續光纖激光器已經在商業應用上獲得成功,主要原因之一便是當QCW準連續光纖激光器處于高峰值功率的脈沖模式時,可以輕松解決低占空比點焊問題。通過大場鏡振鏡高速調制光束目前用于焊接消費電子設備。這種工藝類似于目前汽車行業中車門及座椅所用到的千瓦級遠程焊的縮減版。

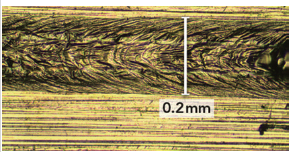
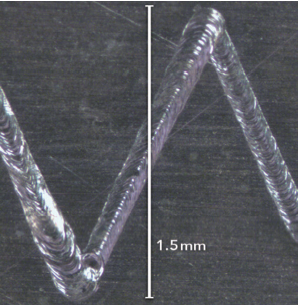


圖1. 150/1500 QCW 模塊
IPG Photonics的單模YLR-150/1500-QCW光纖激光器(圖1)在兩個層面展現出獨特性。第一,非常高的亮度,帶有標準切割版光纖的單模版可產生小于30μm的光束,同時還允許進行切割和鉆孔應用。第二,在連續輸出模式時,這些激光器可以產生比脈沖激光器更高的平均功率——例如, QCW系列中150/1500的激光器,在脈沖模式下可產生 150W的平均功率和1,500W 的峰值功率,連續模式時平均功率輸出可超過230W。本文中,介紹的就是這種高亮度激光器在連續模式下高速焊接多種金屬薄片的例子。
鑰匙孔焊
已經有很多關于千瓦級高功率激光器鑰匙孔焊接的文獻。最早的文獻是Miyamoto具有劃時代意義的、關于高亮度和低平均功率的光纖激光器鑰匙孔焊接。他在該文獻中證明更小的鑰匙孔在熔化金屬的過程中更有效率。
圖2. 鋁—銅焊接的焊縫正面
使用QCW單模光纖激光器和定焦小光斑,證明可以實現同等高效鑰匙孔工藝——通常將這稱為精密鑰匙孔焊接。
焊接高反材料
激光器與光路傳輸配件的發展使焊接更多的金屬,特別是高反金屬成為可能。
該領域早期的研究工作主要在于汽車行業中將厚度大于1mm的鋁合金與碳鋼焊接以實現汽車輕量化。用高亮度中紅外光纖激光器配合現已被客戶完全接受、被稱為擺動焊接的光束調制技術焊接銅這種最難焊接的金屬,即用高功率多模光纖激光器來焊接非常厚的銅。
焊接實驗
在這些實驗中,光束傳輸系統和激光控制器與傳統激光打標平臺搭建類似,唯一不同的是使用了YLR-150/1500-AC-SM(單模)光纖激光器。選用焦距為100mm的標準版準直鏡和163mm的掃描振鏡——這種組合下光束直徑為23μm。本實驗中多數使用的輸出功率為227W。25×75mm大小的長矩形箔片樣件,重疊部分為25mm,并且在樣件的寬度方向,有7條2mm的焊縫所占的長度為22mm。該樣件配置基本上與相關的ASTM標準類似。
我們進行了不同金屬組合的一系列焊接實驗。大多數情況下,為不同金屬組合建立局部優化程序包括:保持平均功率最高不超過連續輸出模式(227W)的98%并逐漸提高焊接速度來確保穩定的鑰匙孔焊接狀態;如果平均功率在某種材料組合的情況下產生飛濺,就減少平均功率直到焊接過程中無飛濺產生;如果產生駝峰(通常在高速焊接不銹鋼時),就再次調整平均功率直到駝峰減小到可接受的范圍,并且通過調整焊接速度,確定不同材料組合中熔焊質量最好時的焊接速度和功率;以上實驗中均未使用保護氣。
焊縫強度測試
最為廣泛采用并最為直接的測試箔片焊縫強度的方法就是在金屬板之間焊接一條搭焊焊縫。在測試中進行機械硬化,測量斷裂面的難度限制了焊縫強度數值的準確性。
因此以測量標準寬度為1 in樣件的最終失效載荷作為實際半量化方法來評估和比較這些不同金屬組合的焊縫強度。這里采用Instron 3366測試所有不同材料組合的失效形式,并檢查剪切拉伸測試、焊縫成形和焊縫斷裂。
結論
大多數材料組合對接處失效區寬度約為60μm,并且所有組合的對接處失效區寬度均小于100μm。
這些結果的驚人特性就是每個組合的焊接速度。顯然,當高于吸收的影響閾值時,鋁合金的物理特性使非常有效的鑰匙孔焊接工藝成為可能。圖2展示的是銅在鋁合金焊縫中的分布。圖3展示的是鋸齒形焊縫形狀,是另一種可能被用于改進焊縫強度和可控性的工藝。
圖3. 鋸齒形鋁—不銹鋼焊接的焊縫
接下來的測試包含使用更長焦、254mm的掃描振鏡焊接100μm不銹鋼箔片。通過振鏡很容易獲得兩塊100μm302不銹鋼箔片間焊縫質量良好,在聚焦鏡上下8mm通過調整焊接速度會增加焊縫寬度和強度。采用這種聚焦系統時,焊接工藝很容易受到焦點位置的影響,而且如果系統組裝需要獲得不同質量的焊縫,自動化的需求可以被極大地簡化。
在這個實驗中,焊縫表面一致性好,沒有常規條件下焊接這些材料所產生的飛濺。
圖4 掃描電子顯微鏡成像放大600 倍顯示的302 不銹鋼焊接磷青銅
圖4顯示的是磷青銅與不銹鋼焊接的掃描電子顯微鏡(SEM)成像。在這個實驗中,針對磷青銅一側的焊接界面進行過失效測試,結果發現,富含鐵(圖中綠色部分)的焊接基材熔入韌性剪切帶失效的磷青銅并被包圍。
當與磷青銅焊接時,低碳鋼的高焊縫強度需要進行更多研究,但所有材料與低碳鋼焊接時都獲得高焊縫強度。
磷青銅憑借高強度被廣泛用于替代銅,而且焊接磷青銅和黑金屬的能力非常重要。圖5a 中的平滑的焊珠頂部說明鑰匙孔焊縫相當的穩定。焊縫表面失效(圖5b)說明富銅層的韌性破壞轉移到了下層不銹鋼表面。
圖5 磷青銅與不銹鋼焊縫(a),以及放大500 倍以后所顯示的焊縫韌性表面失效
焊接鎳鈦合金與不銹鋼很難是由于其極易脆裂、嚴重限制焊縫韌性的金屬結構。盡管這里沒有將韌性量化,初步的實驗結果表明它大大改善了高熱量輸入的焊接工藝。并且盡管該實驗中沒有使用惰性保護氣,這些材料組合確實能借助氬氣保護減少金屬化合物的形成。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

