摘 要:為了探究皮秒激光加工金剛石的特征和材料去除機理,開展了皮秒激光加工 CVD 單晶金剛石微槽的試驗和溫度場仿真研究。利用場發射掃描電子顯微鏡檢測了金剛石微槽表面和內部的微觀形貌,實驗結果表明,金剛石微槽邊緣出現了微小崩邊和微裂紋,微槽內部形成了周期約為 255 nm 和 495 nm的納米條紋。通過測量金剛石微槽寬度、深度、體積,得到了皮秒激光燒蝕金剛石的閾值、燒蝕速率和材料去除率。對金剛石微槽底部進行拉曼分析,發現皮秒激光加工金剛石是通過表面石墨化進行的,并且隨著激光能量密度的增加,石墨峰出現了明顯的紅移。理論計算得到皮秒激光燒蝕金剛石的石墨層厚度約為 88.7 nm。皮秒激光燒蝕金剛石溫度場仿真結果表明,皮秒激光輻照能量主要分布在金剛石的表面,而通過熱傳導進入到金剛石內部的激光能量極少,因此皮秒激光加工金剛石的熱影響區極小,導致其產生的石墨層厚度小于100 nm。
關鍵詞:皮秒激光;金剛石;溫度場;微槽;燒蝕特征;材料去除
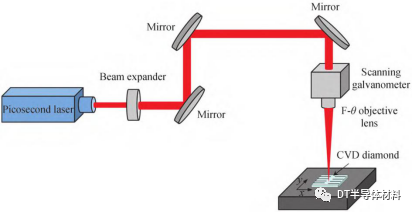
金剛石是自然界中少有的兼具一系列優異物理化學性能的材料,它具有最大硬度、最快聲速、最高熱導 率、極高的電子遷移率、卓越的光學性能、高化學穩定性及良好的生物兼容性等優點,這使得它在精密切削工具、微電子器件、光學器件及生物領域具有廣泛的應用前景[1-3]。隨著金剛石微結構的廣泛應用,對金剛石微結構的精細加工提出了迫切需求。由于金剛石的硬度極高,常規加工方法很難實現精細加工。目前加工金剛石的方法主要有聚焦離子束刻蝕[4]、反應離子刻蝕[5]、激光加工[6]等。離子刻蝕加工成本高、刻蝕效率 低,限制了其應用。激光加工因成本低、工藝簡單、刻蝕速率高使其在金剛石的加工中得到廣泛的應用。TAKAYAMA N 等[7]研究了納秒激光燒蝕單晶金剛石表面微槽的形成機制,并將激光燒蝕金剛石分成四種不同的損傷形式,即形成裂紋、形成周期性結構、燒蝕微槽的變形及熔融濺射物的沉積。DOLDC 等[8]研究了皮秒激光器修正金剛石砂輪,實驗結果表明皮秒激光能夠實現在金剛石上獲得精確的形狀和尺寸,并且激光修正沒有引起金剛石相變。OKAMOTO Y等[9]采用紅外皮秒激光燒蝕單晶金剛石,研究了掃描次數、激光平均輸出功率和重復頻率對燒蝕形貌和表面粗糙度的影響。實驗結果表明在特定的激光參數下可以 燒蝕出光滑的表面,這是因為加工過程中在金剛石的<111> 晶面產生了解理面。皮秒激光憑借超短脈沖寬度,以“冷加工”的方式可以大大減少激光的熱損傷,實現高質量的加工效果[10,11]。雖然飛秒激光加工能夠以更短的脈沖寬度將熱影響減小至納米量級,但是由于飛秒激光器設備昂貴、結構復雜,目前一般用于實驗室研究[11-14]。皮秒激光器具有操縱簡單、穩定性好、設備成本低等優點在微加工領域得到了廣泛應用[15]。總的來說,皮秒激光加工金剛石的研究仍然處于探索階段,皮秒激光加工金剛石的微觀特征和材料去除機理 都尚不明確。本文以皮秒激光加工CVD金剛石微槽為基礎,詳細分析了金剛石微槽的表面和內部微觀形貌,通過測量金剛石微槽的尺寸獲得了皮秒激光加工金剛石的燒蝕閾值、燒蝕速率和材料去除率,進一步對皮秒激光加工金剛石微槽底部的燒蝕產物進行了拉曼分析,結合單脈沖皮秒激光作用于金剛石表面的溫度 場仿真結果,揭示皮秒激光加工金剛石的材料去除機理。實驗中所使用的金剛石樣品為河南黃河旋風股份有限公司提供的 CVD 單晶金剛石,尺寸為 3 mm× 3 mm(長×寬),厚度為 1 mm。激光加工前金剛石樣品在丙酮溶液超聲 10 min,無水乙醇中超聲 10 min,再 用去離子水沖洗后,放置在烘箱中烘干。實驗使用的紅外皮秒激光加工金剛石的裝置示意圖如圖 1 所示,從激光器發出的皮秒激光經擴束鏡和三個反射鏡后進入到掃描振鏡中,然后通過 F-θ 物鏡聚焦到金剛石樣品表面,通過調節激光加工參數,使其在金剛石表面加工出一系列微槽。實驗加工參數如表1所示:激光波長1 064 nm,脈沖寬度 15 ps,脈沖頻率 200 kHz,掃描速度 5 mm/s,激光的掃描方向是沿 x 方向,激光的偏振方向與掃描方向垂直。本文使用美國FEI 公司生產的ApreoS 場發射高分辨掃描電子顯微鏡對CVD 金剛石微槽的表面及內部微觀形貌進行檢測分析,使用德國卡爾蔡司公司生產的 LSM700 激光共聚焦顯微鏡對金剛石微槽的三維形貌和體積進行測量,使用德國 WITec 公司生產的Alpha 300RA 掃描探針顯微拉曼光譜儀對激光加工金剛石的燒蝕產物進行成分分析。
2.1 皮秒激光加工CVD 金剛石微槽的表面及內部微觀形貌
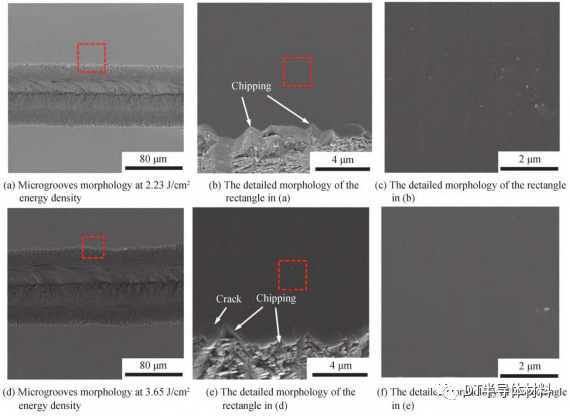
為了探究皮秒激光燒蝕金剛石材料的去除機理,進行不同能量密度的皮秒激光燒蝕金剛石試驗。圖2(a)是用能量密度為 2.23 J/cm2 的皮秒激光燒蝕金剛石微槽的 SEM 形貌圖,可以看出金剛石微槽邊緣整齊,金剛石微槽周圍沒有明顯的燒蝕沉積物。圖 2(b)是圖 2(a)中方形標記區域的放大圖,可以看出金剛石微槽的邊緣刃口出現不規則微小崩邊。圖 2(c)是圖 2(b)中方形標記區域的放大圖,可以看出微槽外表面存在少量的隨機分布的納米碎屑。當激光能量增加至 3.65 J/cm2 后,微槽的燒蝕形貌如圖 2(d)所示,金剛石微槽的邊緣比較整齊。圖 2(e)是圖 2(d)中方形標記區域的放大圖,可以看出金剛石微槽的邊緣存在微小裂紋和不規則的微小崩邊。
圖 2 皮秒激光不同能量密度下燒蝕金剛石微槽的表面微觀形貌圖
圖 2(f)是圖 2(d)中方形區域的放大圖,從圖中可知,當皮秒激光能量增大至 3.65 J/cm2后,金剛石微槽周圍幾乎觀察不到納米碎屑。這是因為隨著激光能量密度的增加,金剛石材料迅速氣化,以 至于沉積在金剛石表面的燒蝕碎屑更少。進一步的用激光共聚焦顯微鏡測量了金剛石微槽的三維形貌,如 圖 3 所示。從圖 3 可以看出皮秒激光加工金剛石微槽的截面形狀呈“V字形,微槽兩側表面比較光滑。
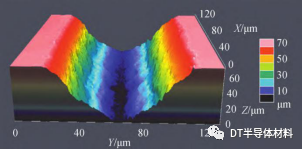 圖 3 皮秒激光在 2.23 J/cm2 能量密度下燒蝕金剛石微槽的三維形貌圖
圖 3 皮秒激光在 2.23 J/cm2 能量密度下燒蝕金剛石微槽的三維形貌圖
進一步對皮秒激光燒蝕金剛石微槽的內部微觀形貌進行檢測分析,結果如圖 4 所示。圖 4(b)~(d)分別是圖 4(a)中金剛石微槽內 b、c、d 不同位置的局部放大圖,可以看出金剛石微槽內部形成了大量周期性納米條紋。這些周期性納米條紋結構是由入射激光與散射光的干涉效應形成的[16],條紋周期的計算公式為
Λ = λ ∕ n (1 ± sin θ)
式中,λ 為激光的中心波長,n 為金剛石材料的折射率,θ 為激光的入射角。周期條紋結構的方向和大小與條紋產生區域的表面起伏有關,這是因為表面的起伏會影響散射光的散射角度。圖 4(b)是微槽側壁靠近入口位置處的SEM 形貌圖,圖 4(b)中出現了明顯的周期性納米條紋,測量得到的條紋周期為 210 nm,近似 λ/2n(220 nm),條紋方向近似平行于激光掃描方向(x 方向)。圖 4(c)是微槽側壁中部位置周期條紋結構的 SEM圖,測得條紋周期約為 495 nm,略大于 λ/n(440 nm),納米條紋的方向近似垂直于激光掃描方向。
圖 4 皮秒激光燒蝕金剛石微槽的內部微觀形貌圖(激光能量密度為 3.65 J/cm2)
圖 4(d)是金剛石微槽底部的周期性條紋的微觀形貌圖,可以看出微槽底部存在兩種不同周期的條紋結構,其中一種是周期約為 1 014 nm 的低頻條紋結構,周期接近激光的波長,這是由皮秒入射激光與表面電磁波之間的干涉效應引起的[17]。另外,在低頻周期條紋結構上又產生了另一種周期約為 255 nm 的高頻周期性條紋,條紋方向基本平行于激光的掃描方向。
2.2 皮秒激光加工金剛石的燒蝕閾值、燒蝕速率和材料去除率金剛石的燒蝕閾值是指激光去除金剛石材料所需的最小激光能量。由于面積推算法測定材料的燒蝕 閾值更加方便,并且測量誤差較小,因此本實驗采用面積推算法測定皮秒激光加工金剛石的燒蝕閾值[18]。根據面積推算法,燒蝕坑的平方直徑 D2 與激光輻照在樣品上的脈沖能量 Ep 的關系為

式中,Eth 是材料去除的最小激光脈沖能量,ω0 是激光光斑半徑。通過金剛石微槽的SEM 俯視圖和截面分別測量得到微槽的寬度和深度,圖 5 是實驗測得的金剛石微槽的寬度和深度隨激光能量密度的變化關系。從圖 5 中可以看出,當激光能量密度從 2.23 J/cm2 增加到 3.65 J/cm2 時,微槽寬度從 77.3 μm 增加到 95 μm,微槽深度由 57.9 μm 增加到 76.9 μm。根據微槽寬度的平方和脈沖能量的對數關系得到擬合直線如圖 6 所示,進一步計算得到激光的光斑半徑為 56.05 μm,激光的燒蝕閾值為 0.82 J/cm2。
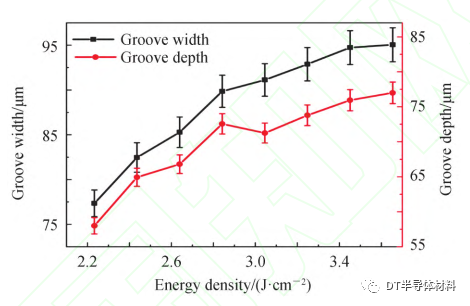
圖 5 金剛石微槽的寬度和深度隨脈沖能量的變化關系
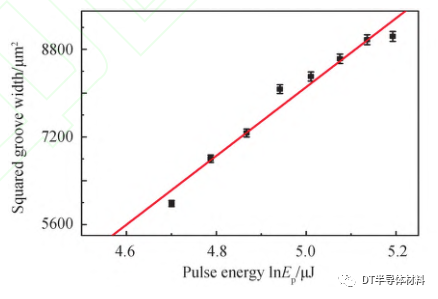
圖 6 金剛石燒蝕閾值擬合曲線
金剛石材料的燒蝕速率是指每個脈沖作用下材料的去除深度,燒蝕速率 R 的計算公式為
式中,H 是微槽的燒蝕深度,N 是激光的等效脈沖數。等效脈沖數的計算公式為
式中,k 是掃描次數,ω0 是激光光斑半徑、f 是重復頻率,v 是激光掃描速度。根據式(4)及表 1 中的激光加工參數計算得到等效脈沖數為 4 480 個。金剛石的燒蝕速率隨皮秒激光的能量密度變化關系如圖 7 所示,從圖7 可以看出燒蝕速率隨著激光能量密度的增加而增加。當激光能量增加到 3.65 J/cm2 時,燒蝕深度為 76.9 μm,相應的燒蝕速率為 17.18 nm/pulse。
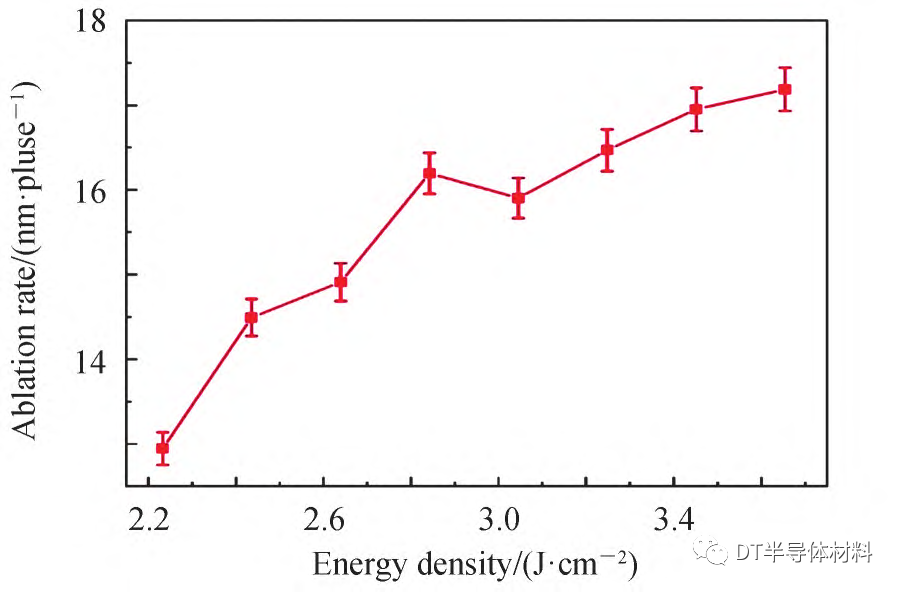
圖 7 皮秒激光加工金剛石的燒蝕速率隨激光能量的變化關系
材料去除率是指每個激光脈沖去除材料的質量,因此金剛石的材料去除率計算公式為
式中,ρ 為金剛石材料的密度(3.515 g/cm3),V 為金剛石微槽的體積,N 為加工金剛石微槽的等效脈沖數,等效脈沖數可以通過公式 N=(L×f)/v 計算得到,其中 L 為金剛石微槽的長度。實驗中采用激光共聚焦顯微鏡測量金剛石微槽的體積,當激光能量密度為 2.23 J/cm2時,測量得到長度為 127.8 μm 金剛石微槽的體積是316 526 μm3,因此相應的材料去除率為 2.18×10-10g/pulse。進一步得到皮秒激光燒蝕金剛石的材料去除率隨激光能量密度的變化曲線,如圖 8 所示。顯然,金剛石的材料去除率隨著能量密度的增加而增大,當激光能量增為 3.65 J/cm2時,金剛石的材料去除率為3.34×10-10g/pulse。
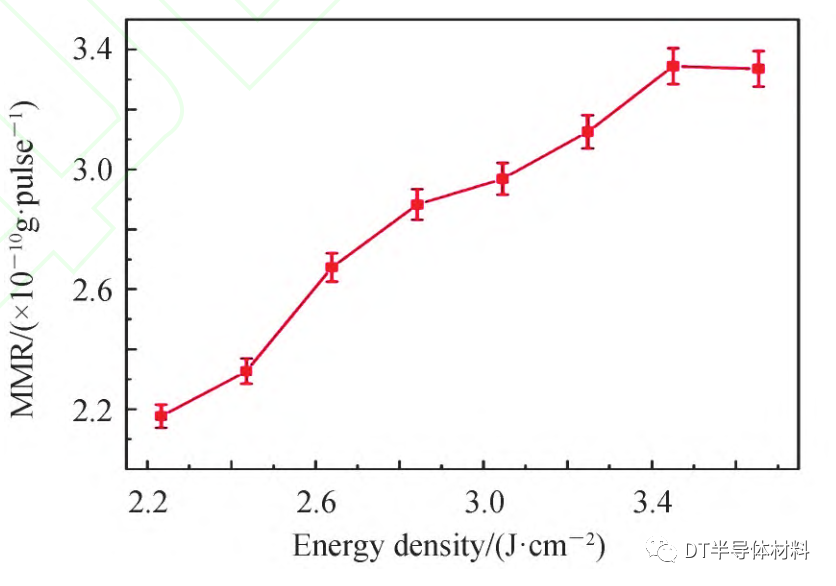
圖 8 皮秒激光燒蝕金剛石的材料去除率隨激光能量的變化關系
為了對皮秒激光加工金剛石微槽的相變進行分析,采用掃描探針顯微拉曼光譜儀檢測了微槽周圍和內部的拉曼光譜,結果如圖 9 所示。圖中 P1為距離金剛石微槽較遠的位置,P2點位于金剛石微槽的邊緣,P3和4點位于金剛石微槽側壁,P5為金剛石微槽底部中心點。P1點處的拉曼光譜如圖 9(b)紅色曲線所示,它代表的是原始CVD單晶金剛石的拉曼光譜。原始金剛石的拉曼光譜中出現了兩個特征峰:1 332 cm-1和1 424 cm-1。1332 cm-1處的特征峰是金剛石本身的特征峰,1 424 cm-1處的特征峰是由 CVD 金剛石本身的內部缺陷引入的[19]。微槽邊緣 P2點和側壁 P4點的拉曼光譜和原始金剛石的拉曼光譜基本一致。在金剛石微槽入口處 P3點,只檢測出了金剛石的特征峰(1 332 cm-1)。在金剛石微槽底部中心位置 P5點檢測出了波數為 1 350 cm-1的 D 峰和波數為 1 580 cm-1的 G 峰,意味著微槽底部存在無定形碳和石墨,這說明皮秒激光加工金剛石是通過表面石墨化進行的。并且石墨層的厚度可以通過下式計算得到。
式中,Ts為石墨的氣化溫度 3 823 K,Tg為金剛石的石墨化溫度 973 K,χg為金剛石的熱擴散系數 2.8 cm2/s,皮秒激光的脈沖寬度 τ 為 15 ps,因此理論上計算得出石墨層厚度為 88.7 nm。
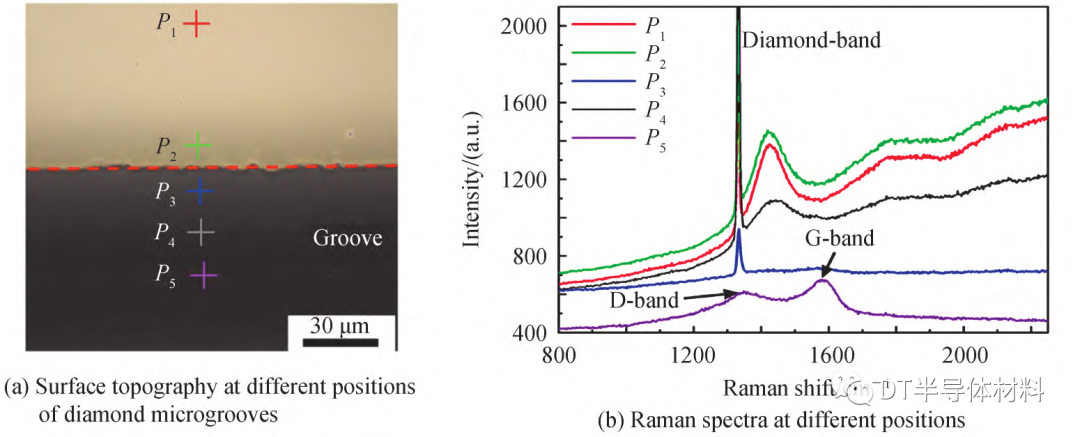
圖 9 皮秒激光燒蝕的金剛石微槽不同位置的拉曼光譜
為了研究激光能量密度對皮秒激光加工金剛石相變的影響,進一步測量了不同能量密度下微槽底部中心位置處的拉曼光譜,如圖 10 所示。微槽底部的拉曼光譜都出現了 D 峰和 G 峰,并且隨著激光能量密度的增加,D 峰和 G 峰都出現了紅移現象。當激光能量從 2.23 J/cm2增加至 3.65 J/cm2時,D 峰的波數從 1 351 cm-1紅移到 1 339 cm-1(紅移量 12 cm-1),G 峰的波數從 1 596 cm-1紅移到 1 585 cm-1( 紅移量 11 cm-1)。這是由于激光能量密度的增加導致激光輻照區金剛石材料溫度的增加,溫度升高使得金剛石材料中碳原子的 C-C 鍵變長,而材料內部鍵長的增長一般會導致拉曼特征峰紅移[21],同時也表明材料內部的殘余應力也隨著激光能量的增加而增加。
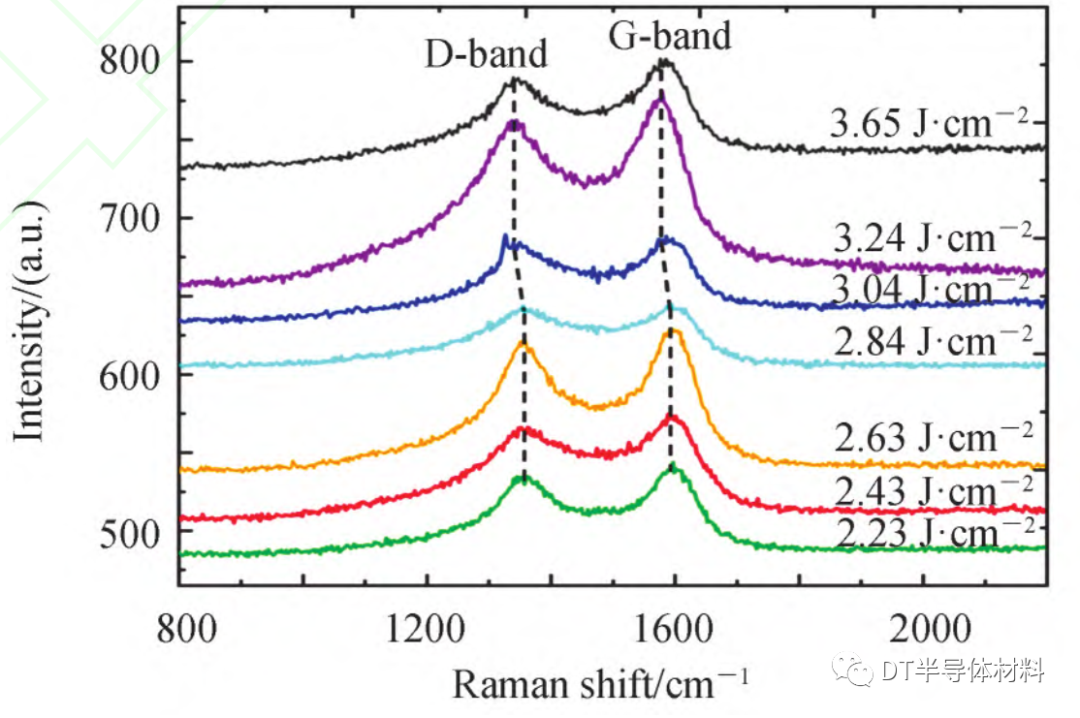
圖 10 不同激光能量下皮秒激光燒蝕金剛石微槽中心位置處的拉曼光譜 2.4 皮秒激光燒蝕金剛石溫度場仿真
2.4.1 激光燒蝕金剛石仿真模型激光與金剛石材料的相互作用主要是依靠激光的熱效應。金剛石通過吸收激光能量使得金剛石的溫度升高,當溫度升高至金剛石石墨化的溫度時(大氣環境中約為 700℃),金剛石開始向石墨轉化。形成的石 墨會增加材料對激光的吸收,使得金剛石材料的溫度進一步升高,最后石墨材料以熔化、氣化或者升華的方式去除[22],實現在金剛石表面燒蝕出微孔或者微槽。為了簡化激光燒蝕金剛石過程中的模型提出以下假設:
1)激光光束的熱流密度是空間和時間的函數,并且在空間上和時間上均呈高斯分布。根據文獻[23]可知,激光束的熱流密度表示為
式中,Iz表示為激光光束在距離焦平面 z 位置處的峰值熱流密度,r 為任意一點位置距離激光光束中心的距離,ω(z)為在 z 平面上激光熱流密度是峰值密度的 1/e2處的半徑,即光斑半徑。T(t)表征激光熱流密度隨時間呈高斯分布。根據文獻[24],激光光束的峰值熱流密度表示為
式中,A 為金剛石材料對激光光束的吸收率,Ep為單脈沖能量,τ 為脈沖寬度。根據 WUM 等[25]的研究可知,光斑半徑是離焦量的函數。當金剛石材料被激光燒蝕去除后,激光燒蝕金剛石的離焦量增加,導致激光的光斑半徑增大,其光斑半徑與離焦量 z 的關系可表示為
式中,ω0 為焦點位置的光斑半徑,λ 為激光的中心波長。為了表征激光脈沖隨時間呈高斯分布,激光束的熱流密度中引入了 T(t)。根據文獻[26]可知,T(t)可以表示為

2)在金剛石材料表面光斑半徑的范圍內,材料氣化產生的物質對激光是透明的,并且假設材料對激光的吸收率固定不變。
3)忽略材料相變過程中的焓變及材料的熱物性參數隨溫度的變化。
激光能量被金剛石吸收后,通過熱傳導的方式向周圍的材料擴散,進而使金剛石材料去除。根據傅里葉導熱定律可知,笛卡爾坐標系下的三維導熱微分方程可以表示為

式中,ρ 為金剛石的密度、c 為金剛石的比熱容,k 金剛石的導熱系數。對于導熱微分方程的求解,需要設定金剛石初始溫度和環境溫度,在仿真模型中均設為室溫 Tf=25℃。隨著激光脈沖的加載,金剛石材料溫度升高并與周圍環境進行對流換熱,其對流換熱微分方程表示為
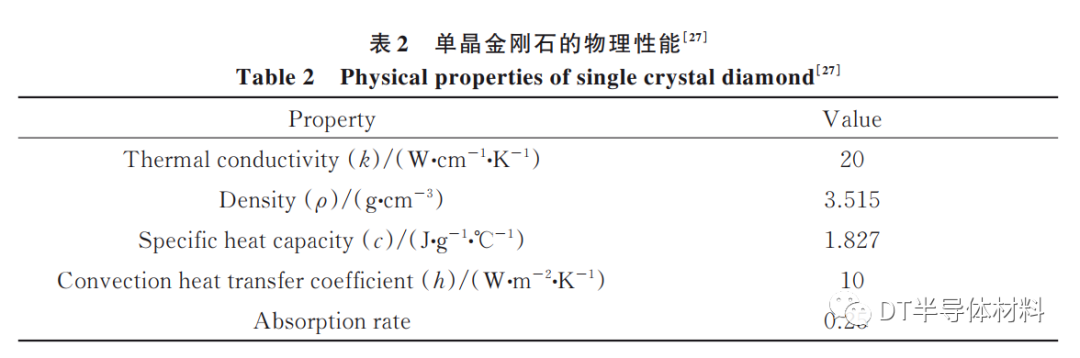
式中,?T/?n 為金剛石外法線上溫度的變化率,h 為對流換熱系數。在仿真模型中僅考慮材料的側面與周圍環境的對流換熱,忽略熱輻射。仿真中所需要的金剛石物理參數如表 2 所示。
根據激光燒蝕金剛石的樣品尺寸建立金剛石仿真模型,由于激光能量密度是軸對稱分布,為了減小仿真過程中計算量、提高計算精度和速度,本文基于 ANSYS 有限元仿真軟件建立金剛石的二維模型。有限元仿真模型中二維模型采用的單元類型為PLANE55,模型尺寸依據紅外皮秒激光的光斑半徑設置為80 μm×10 μm。依據宋林森的研究[28]要求網格單元尺寸為光斑大小的 1/4~1/5。在仿真模型中比較了不同單元大小下的精度和計算速度后,確定皮秒激光燒蝕金剛石的單元大小為 0.1 μm×0.1 μm。如圖 11 為劃分網格后的有限元仿真模型。
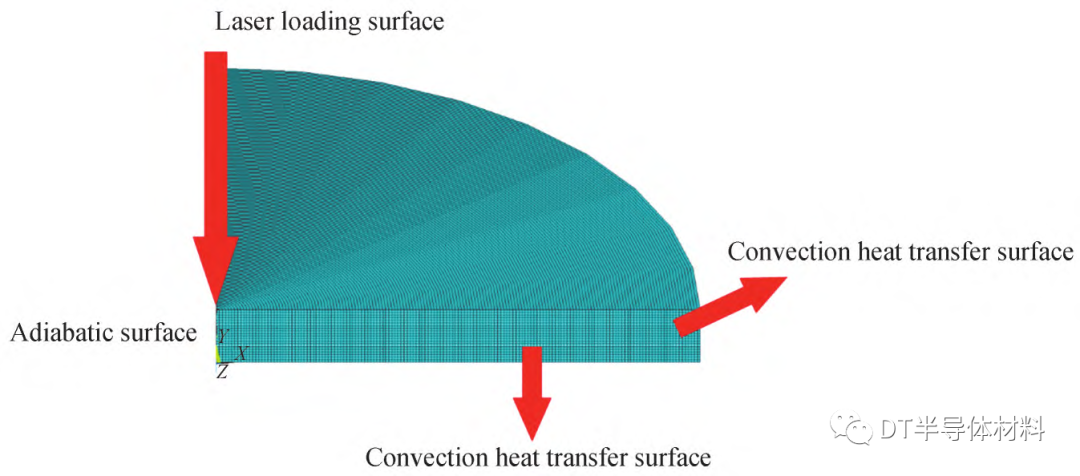
圖 11 有限元仿真模型
在金剛石模型中,取上表面為激光加載面,與上表面相互垂直的側面和下表面均設置為對流換熱表面。在激光熱流密度加載時計算出加載面上的每一個單元上所需加載的熱流密度,并以單元面載荷的方式施加在每一個單元上。
利用 ANSYS 有限元仿真分析軟件模擬了單脈沖皮秒激光燒蝕金剛石的溫度場分布。在不同激光能量的單脈沖燒蝕金剛石的溫度場分布如圖 12 所示。當激光能量為 2.23 J/cm2時,紅外皮秒激光燒蝕金剛石的仿真溫度最高達到 14 250.7℃,該溫度已經遠遠超過石墨的氣化溫度(3 700℃),在該激光能量下金剛石的表面材料在短時間內被去除。當激光能量增加到 3.24 J/cm2時,皮秒激光燒蝕金剛石的仿真溫度進一步升高到 20716.9℃,如圖 12(c)所示。
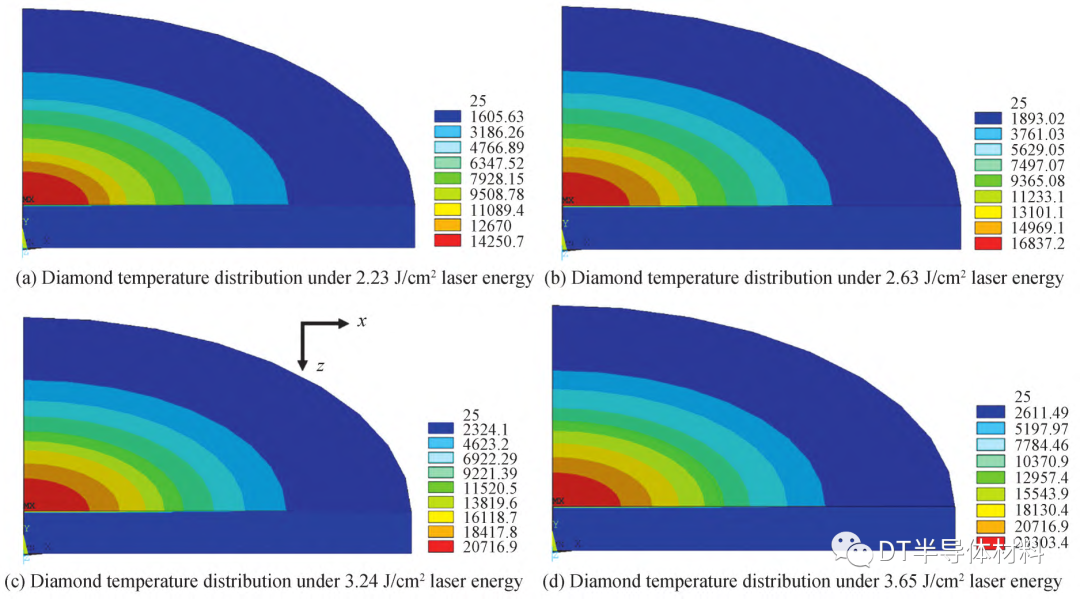
圖 12 不同激光能量下單脈沖皮秒激光燒蝕金剛石的溫度分布
進一步增加皮秒激光的能量至 3.65 J/cm2時,如圖 12(d)所示,其金剛石表面的最高溫度達到 23 303.4℃。從圖 12 可以看出,激光能量都集中在金剛石的表面,這意味著傳導到金剛石內部的激光能量僅占很小一部分,這是因為皮秒激光的脈沖寬度在 10-12 s 量級,這小于材料的熱擴散時間(10-11 s)[29]。這表明在皮秒激光輻照下,石墨化和材料去除是平行表面按分層方式發展。由于激光輻照區內的金剛石材料和輻照區周圍的金剛石材料存在極大的溫度梯度,導致在激光燒蝕內產生巨大的熱應力,因而皮秒激光加工金剛石微槽的邊緣很容易產生微小的崩邊和裂紋。
本文從實驗和仿真兩方面研究了皮秒激光燒蝕 CVD 單晶金剛石材料的特征及去除機理。研究發現:1)皮秒激光燒蝕金剛石微槽的周圍基本沒有燒蝕濺射物,微槽邊緣存在不規則微小崩邊和微裂紋。金剛石微槽內存在周期約為 255 nm 和 495 nm 的納米條紋,這些周期性納米條紋結構是由于入射激光與材料表面散射光相互干涉形成的。2)實驗測量得到皮秒激光加工金剛石的燒蝕閾值為 0.82 J/cm2。實驗結果表明,皮秒激光加工金剛石的燒蝕速率和材料去除率都隨著激光能量的增加而增大。當激光能量密度為 3.65 J/cm2時,金剛石的燒蝕速率為 17.18 nm/pulse,材料去除率為 3.34×10-10 g/pulse。3)金剛石微槽底部中心位置處的拉曼光譜中檢測出了石墨峰,說明皮秒激光加工金剛石是通過表面石墨化進行的,理論計算得到石墨層的厚度約為 88.7 nm。隨著激光能量密度的增加,石墨峰出現明顯的紅移現象,這說明激光輻照后的金剛石中存在殘余應力,并且殘余應力隨著激光能量的增加而增加。4)激光燒蝕金剛石的溫度場仿真結果表明,皮秒激光能量主要分布在金剛石的表面,而傳導到金剛石內部的激光能量極少,因此皮秒激光加工金剛石的熱影響區極小,導致石墨層厚度小于 100 nm。
由于皮秒激光加工的金剛石微槽內部存在大量的周期性納米條紋,使得加工精度受限。為了提高皮秒激光加工金剛石的精度,在后續研究工作中,將進一步利用化學濕法刻蝕或者反應離子干法刻蝕等方法去除納米條紋。利用這種激光-化學刻蝕或是激光-離子刻蝕復合的加工方法,可以實現金剛石的高精密加工 。








 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

