






隨著激光技術的不斷發展,激光加工已經充分的應用到了各種行業的生產制造當中。
激光加工原理:
由激光器發出的光束經過透鏡系統聚焦后,將能量高度聚焦,然后作用到材料,利用光熱效應進行加工。
根據材料本身對激光波段吸收能力的不同,市場上常見的激光加工分為紅外激光和紫外激光兩種,對比如下:
|
激光器 |
紅外激光器 |
紫外激光器 |
|
波長(nm) |
1064 |
355 |
|
單個光子能量 |
小 |
大 |
|
聚焦光斑大小 |
大 |
小 |
|
加工材料 |
只有部分材料吸收紅外光,加工范圍較窄 |
大多數材料能有效地吸收紫外光,加工范圍較廣 |
|
加工原理 |
將材料表面的物質加熱并使其發生物理變化(汽化、蒸發等),達到去除材料的效果(熱加工) |
高能量的紫外光直接破壞材料表面的分子鍵,達到去除效果,這種方式的熱影響區域較小(冷加工) |
|
熱影響區 |
|
|
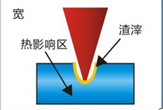

通過對比可知:相對于紅外激光器,紫外激光器具有波長短、聚焦光斑小、單個光子能量大、熱影響區域較小等優點。并且大多數材料對紫外光的吸收效率比較高,可加工很多紅外光加工不了的材料。
355nm激光是通過晶體材料非線性效應的變頻技術來獲得,其原理如圖1 所示:
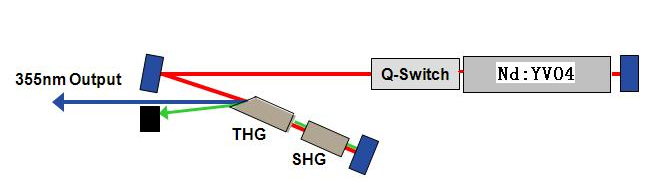
圖1
激活介質Nd:YAG或者Nd:YVO4通過外部激勵源激發產生1064nm紅外激光,通過聲光調Q技術產生紅外脈沖激光,然后依次通過倍頻晶體產生了532nm綠光、剩余的紅外激光與綠光經過和頻晶體,最終得到紫外激光。
目前,鑒于工業應用對于激光加工效率和要求的不斷提高,10W以上的納秒紫外激光器在市場上變得炙手可熱,因此高功率、窄脈寬、高重復頻率的中高功率納秒紫外激光器是各個公司研究的主流方向。目前國內有幾家公司可以提供10W以上的紫外激光器,但是其穩定性相比于進口激光器相差甚遠。如何在獲得高功率紫外激光輸出的同時確保其相關性能穩定,也一直是國內各家公司面臨的難題。貝林激光,通過引進國外先進的紫外激光器制作工藝,并結合自身10年以上的紫外激光器制作研發經驗,于2018年初推出了新一代高功率紫外一體機——Marble UV。(Marble UV 輸出功率為10—15W、脈寬 < 25ns、M 2 < 1.3)。Marble UV 如圖2:
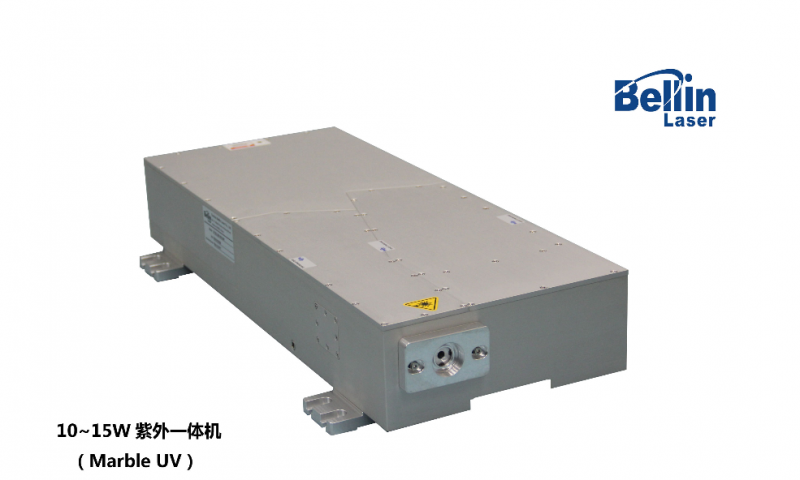
圖2
Marble UV優點
l Marble UV采用先進的諧振腔設計及激光控制技術,使激光器在高功率運轉下獲得優秀的光束質量和較窄的激光脈沖寬度。特殊的腔內熱補償技術及諧波轉換技術實現了高效穩定的倍頻轉換。
l 相對于傳統的納秒紫外激光器,Marble UV采用了一體機設計方案,所有控制電路和光學器件全部集成在激光頭內部,使得激光器整機更加緊湊。客戶可以通過軟件直接連接到激光頭上進行控制,沒有控制箱,客戶更方便對設備系統進行集成。
應用方向
高功率紫外激光器主要應用于精細加工的高端市場,包括柔性電路板 (FPCB) 、印刷電路板 (PCB)的鉆孔/切割、陶瓷材料打孔與劃片、玻璃/藍寶石切割、LED襯底晶圓劃線、特殊玻璃切割、激光打標等各個領域,相關應用如下:
1、 柔性電路板 (FPCB) 、印刷電路板 (PCB)的鉆孔/切割
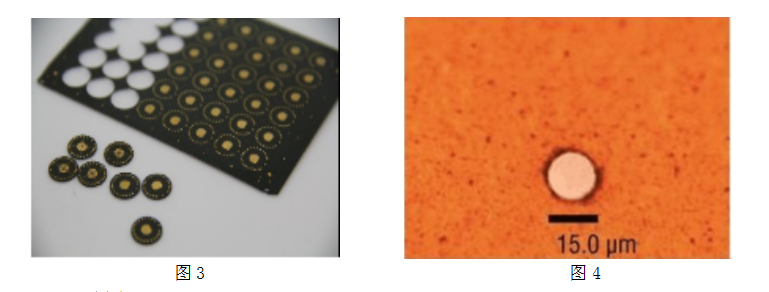
柔性電路板 (FPCB)的基體材料為一些特殊聚合物(如聚酰亞胺) ,受熱會使其加工區域邊緣變形,導致炭化現象嚴重。由于紫外激光器的加工方式為“冷加工”,紫外光直接破壞其材料表面的分子鍵,使其分子脫離物體,則這樣熱影響區域變小,如下圖3、4邊緣部分明顯光滑。
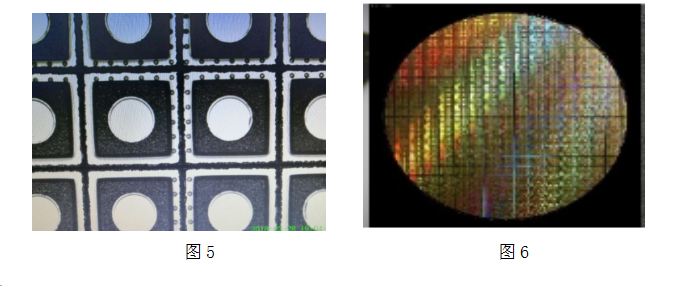
2、晶圓劃線
晶圓是指硅半導體集成電路制作所用的硅晶片,其原始材料為硅。高功率紫外激光器在晶圓的切線方面也具有很大的優勢。如下圖5、6所示,由于紫外激光器波長短、聚焦光斑的能力強,這樣在加工的過程中可以獲得一個很小的切口。這樣較小的切口和較淺的劃線深度所產生的殘渣也少。
3、激光打標
激光打標是激光加工最大的應用領域之一。激光打標的原理是利用高能量密度的激光對材料進行局部照射,使表層材料汽化或發生顏色變化的化學反應,從而留下永久性標記。由于大多數材料對紫外光都有較好的吸收,可以通過它對大多數材料的表面進行精細打標,可以打出各種圖案、文字和符號等。同時打標效果的對比度較高,易于識別。如下圖7、8所示:

隨著紫外激光器核心技術的不斷改進及激光加工應用領域的不斷拓展,高功率紫外激光器必將在加工領域大放光彩。在此,我們貝林激光將繼續在高功率紫外激光器的研發道路上不斷前行,助力于激光加工應用的發展!
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

